







Common Press Brake Buying Mistakes
Choosing the right press brake is one of the most critical decisions for any metal fabrication shop. A poor choice can lead to inconsistent bends, excessive scrap, frequent breakdowns, and thousands of dollars in hidden costs. In 2026, with higher material costs and demand for precision parts, avoiding common press brake buying mistakes is essential for long-term profitability and competitiveness.
This expert guide covers the top 12 mistakes manufacturers make when selecting a press brake, complete with practical tonnage calculation formulas, real-world examples, updated 2026 control system comparisons, and 8 detailed fabrication shop case studies.

Key Takeaways for 2026
– Always calculate tonnage with a minimum 20% safety margin for future growth and high-strength materials.
– Prioritize hydraulic crowning for parts longer than 4 feet or tight tolerances.
– Match control systems to operator skills — Delem DA-66T offers advanced 3D visualization.
– Evaluate local spare parts availability and response times to minimize downtime.
– Consider total footprint, electrical upgrades, and installation costs early.
1. The Real Impact of Poor Press Brake Selection
Wrong press brake choices affect part quality, operator efficiency, and total cost of ownership. Key factors in 2026 include accurate tonnage calculation, crowning systems for beam deflection, sufficient backgauge axes, modern CNC controls (Delem, Cybelec, ESA), tooling compatibility, and strong local service support.
2. Mistake 1: Underestimating Required Tonnage Capacity
Underestimating tonnage is one of the most expensive press brake buying mistakes. It leads to machine overload, hydraulic failures, and inconsistent bends.
Accurate Tonnage Calculation Formula (2026)
Standard air bending formula (approximate metric tons per meter for mild steel):
Tonnage per meter ≈ (K × T² × L) / V
Where:
– T = material thickness (mm)
– L = bend length (mm)
– V = V-die opening (usually 8×T)
– K ≈ 1.33 for mild steel (450 MPa)
Real Example:
Bending 3mm mild steel, 3000mm length, 24mm V-die → Total ≈ 150 tons.
Stainless steel: ×1.5 Aluminum: ×0.55
Always add at least **20% safety margin** for high-strength steels (AHSS) common in 2026.

For more detailed tonnage calculation methods, see this comprehensive guide from The Fabricator: Four steps to calculate press brake tonnage limits.
Real Shop Case Study 1 – Tonnage Underestimation
A Midwest U.S. fabricator chose an 80-ton press brake for occasional 4mm stainless parts. Hydraulic failures occurred three times in six months, costing **$68,000** in repairs and lost production. Upgrading to a 150-ton machine with hydraulic crowning reduced scrap rate from 18% to 3%, achieving ROI in 8 months.
Real Shop Case Study 2 – High-Strength Steel Overload
A Taiwanese automotive supplier used a 110-ton machine for new AHSS components. The machine overheated daily and produced cracked bends. After switching to a 200-ton press brake with proper safety margin, daily output increased **42%** and part rejection dropped to under 2%.
Quick Tonnage Checklist
– Calculate for your thickest material and tightest die opening
– Apply correct material factor (1.5× for stainless, 0.55× for aluminum)
– Add 20% safety margin and plan for future high-strength materials
For a deeper dive into tonnage selection, read our related article: 100 Ton vs 160 Ton Press Brake: Which One Do You Need.
3. Mistake 2: Ignoring Crowning Systems and Beam Deflection
Beam deflection causes the “boating” effect — inconsistent bend angles across the part length, especially problematic on parts over 4 feet or with high-tensile materials.
Hydraulic vs Mechanical Crowning Comparison
| Feature | Hydraulic Crowning | Mechanical Crowning | 2026 Impact |
|---|---|---|---|
| Precision & Adjustment | Real-time adjustable | Set during installation | Hydraulic reduces scrap by 15-25% |
| Maintenance | Requires hydraulic system care | Simpler, lower complexity | Mechanical suitable for lower volume |
| Best For | High-precision work | Standard production | Essential for ±0.010″ tolerances |
Learn more about beam deflection and crowning best practices in this detailed industry article: Press Brake Tonnage Calculation and Selection Guide.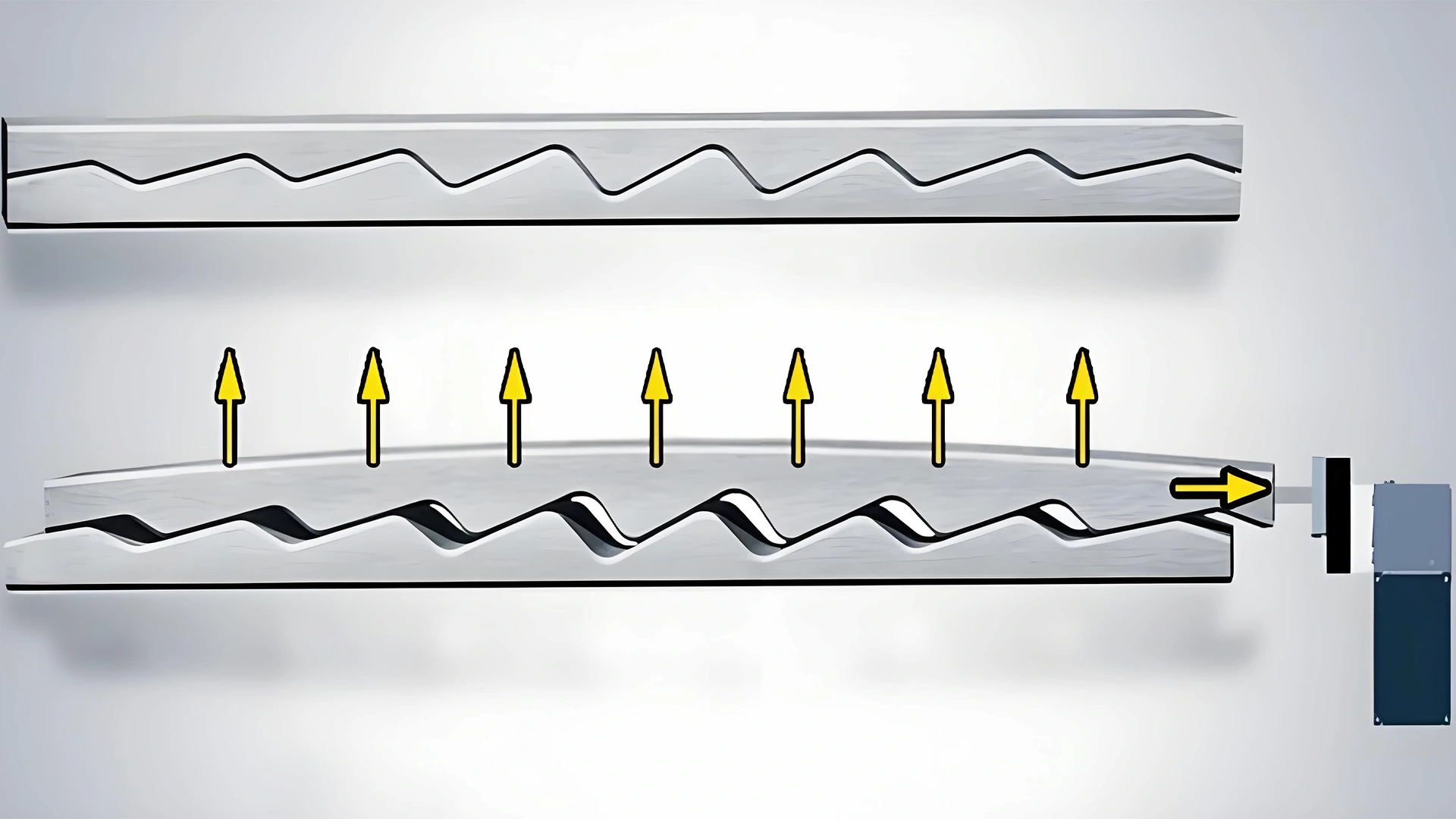
Real Shop Case Study – Crowning Oversight
An automotive parts supplier ignored crowning on 4+ foot runs. Bend angles deviated by ±1.5°, causing 12% customer returns. Adding hydraulic crowning improved consistency to ±0.2°, saving approximately $35,000 annually in rework and materials.
Quick Crowning Checklist
– Consider crowning for any part longer than 4 feet
– Prioritize hydraulic systems for high-tensile or thick materials
– Verify tolerance requirements (±0.010″ or tighter needs crowning)
Want to understand crowning in more detail? Check our guide: Why Needs Press Brake Crowning.
4. Mistake 3: Selecting Insufficient Backgauge Axes
Real Shop Case Study – Insufficient Backgauge Axes
A custom enclosure manufacturer in California used a 2-axis backgauge for multi-bend panels. Setup time averaged 18 minutes per part and error rate reached 22%. Upgrading to a 6-axis system cut setup time to 4 minutes and increased daily output by 67%.
Quick Backgauge Checklist
– Review current and planned part geometries
– Choose at least 4-axis for versatility
– Consider 6-axis if producing multi-bend complex parts
5. Mistake 4: Overlooking Bed Length and Bending Capacity
Real Shop Case Study – Bed Length Limitation
A heavy-equipment parts fabricator bought a 3-meter bed machine but frequently needed 3.8-meter sections. They had to weld two shorter pieces, adding 45 minutes per part and **$12,000** monthly in extra labor. Switching to a 4.5-meter bed eliminated secondary operations and paid for itself in 5 months.
Quick Bed Length Checklist
– Measure longest current and future parts
– Balance versatility with available shop floor space
– Distinguish between bending length and overall machine length
6. Mistake 5: Choosing an Incompatible Control System
Popular 2026 Control Systems Comparison
| Brand / Model | Key Features | Best For |
|---|---|---|
| Delem DA-66T | 17″ touchscreen, 3D visualization, automatic sequencing | High-volume, complex parts |
| Cybelec (Modeva) | Intuitive graphical interface, strong offline programming | Operators transitioning to CNC |
| ESA | Modern touch-screen, robust CAD/CAM integration | Shops needing software connectivity |
Real Shop Case Study – Incompatible Control System
A small job shop selected an advanced Delem system without checking operator experience. Operators struggled for 3 months, leading to 30% lower productivity. Switching to a simpler Cybelec CybTouch model boosted operator efficiency by 55% within weeks.
Quick Control System Checklist
– Assess your operators’ CNC experience
– Evaluate offline programming and 3D simulation capabilities
– Check integration with existing CAD/CAM softwareNeed compatible tooling?
Discover our advanced CNC models with Delem and Cybelec controls.
7. Mistake 6: Failing to Verify Tooling Compatibility
Real Shop Case Study – Tooling Incompatibility
A precision sheet metal company bought a new press brake with American-style tooling but already owned European punches and dies. They had to purchase an entire new set costing $28,000. Choosing a machine with Wila-style European tooling saved over $35,000 in the first year.
Quick Tooling Checklist
– Check compatibility with your existing tooling inventory
– Evaluate long-term availability of specialty tools
– Consider Wila or Amada-style systems for precision and durability
Need compatible tooling? Browse our press brake tooling and clamping systems: Press Brake Tooling & Clamping.
8. Mistake 7: Neglecting After-Sales Support and Service Networks
Real Shop Case Study – Poor After-Sales Support
A fabricator selected a low-cost overseas brand. Spare parts delays averaged 6 weeks, causing major production stoppages. Switching to a manufacturer with strong domestic service reduced response time to 24 hours and significantly improved uptime.
Quick Support Checklist
– Verify local service technicians and response times
– Check domestic vs overseas parts availability
– Review training programs and real customer feedback
9. Mistake 8: Underestimating Total Budget and Hidden Costs
Real Shop Case Study – Hidden Installation Costs
A startup shop focused only on the $85,000 machine price but faced unexpected electrical and foundation costs, pushing total investment over $120,000. Shops that planned comprehensively kept additional costs under 10%.
10. Mistake 9: Skipping Thorough Testing and Demonstrations
Real Shop Case Study – Skipped Machine
Demonstration
A contract manufacturer purchased a press brake based on salesman promises without running their own parts. Once installed, the machine could not handle their 3mm AHSS springback requirements, leading to 6 weeks of downtime and $45,000 in lost contracts.
11. Mistake 10: Making Decisions Based on Price Alone
Real Shop Case Study – Price-Only Decision
A metal fabricator chose the cheapest 135-ton press brake to save $22,000 upfront. Within 18 months, higher energy consumption, frequent maintenance, and 15% higher scrap rate added $68,000 in extra costs. A mid-range machine paid back the difference in under 14 months.
12. Mistake 11: Disregarding Safety Features and Regulatory Compliance
Ensure compliance with OSHA and ANSI standards. Look for Type 4 light curtains, laser guarding, and two-hand control systems.
13. Mistake 12: Ignoring Your Facility’s Infrastructure Limitations
Verify three-phase power availability, floor load capacity, foundation strength, and material handling workflow before purchase.

Conclusion
By avoiding these 12 common press brake buying mistakes in 2026, you can select a machine that delivers consistent quality, higher productivity, and strong return on investment. The 8 real shop case studies clearly show how small oversights can cost tens of thousands of dollars — and how the right decisions deliver fast ROI.
The smartest investment considers both current needs and future growth in automation and high-precision fabrication.Ready to explore the right press brake for your shop? View our full range here: CAMT CNC Press Brake Series.




