E21 Press Brake System Operation Manual
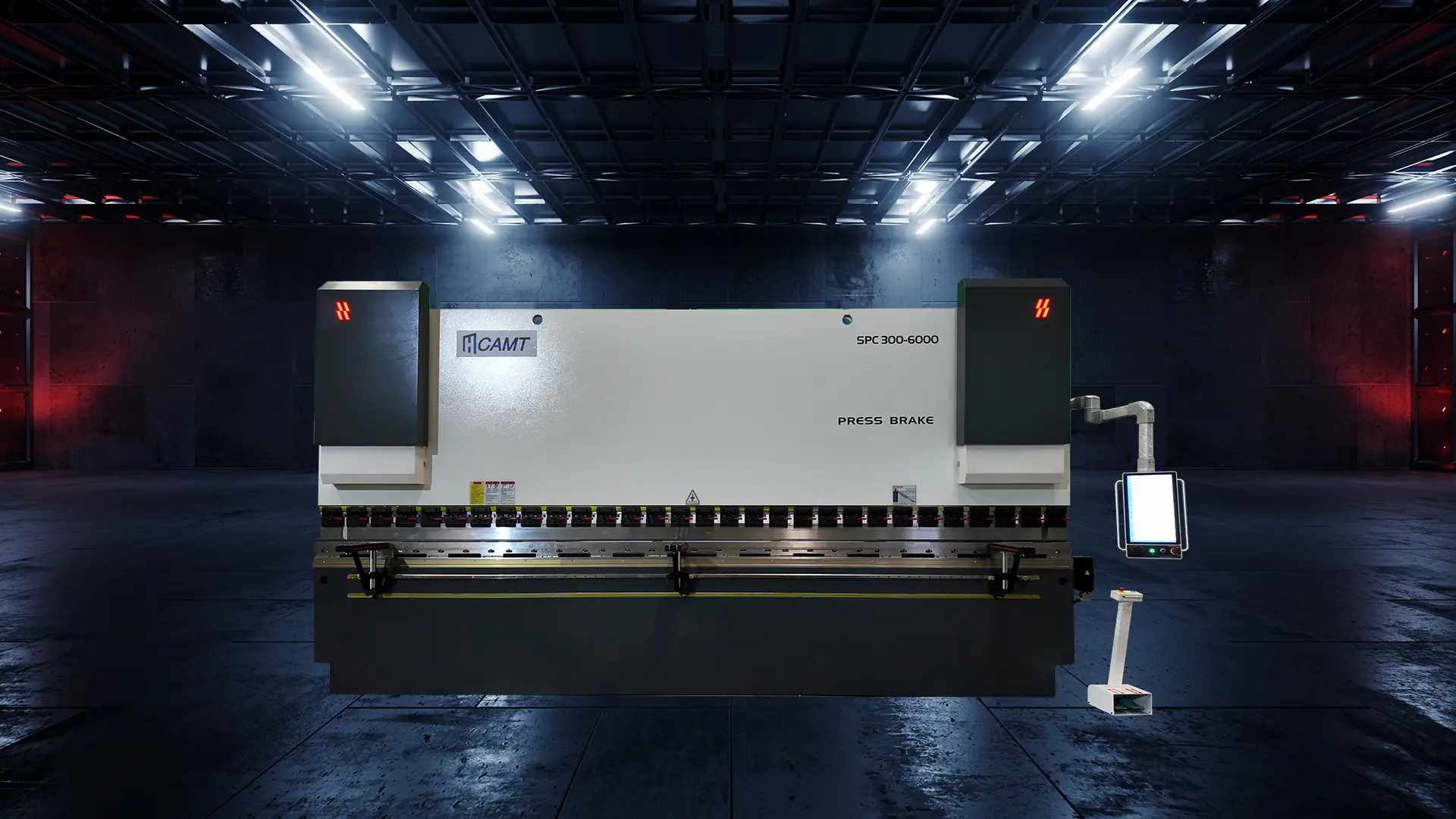
Harmon Tech E21 press brake controller is a reliable and cost-effective NC system commonly used in torsion bar hydraulic press brakes. It provides precise control over the Y-axis (ram depth for bending angle) and X-axis (back gauge positioning), making it ideal for sheet metal bending operations. This guide offers a professional, step-by-step explanation of the E21 system operation, helping operators achieve accurate bends while addressing common issues.

I. Operation Procedure of E21 Press Brake
Power-On Preparation
Before starting the E21 press brake, perform these essential checks to ensure safe and efficient operation:
- Verify the power supply: 380V three-phase electricity, stable and properly grounded.
- Check the air source pressure: Maintain 0.6-0.8 MPa with no leaks.
- Inspect hydraulic oil level: It should be above the marked line; use anti-wear hydraulic oil (e.g., ISO VG 46). Monitor oil temperature (optimal 40-60°C).
- Look for leaks: No oil or air leakage in the hydraulic system or connections.
- Start the E21 controller: Power on the system. It performs a self-check (1-2 minutes). The LCD screen should display normally without error codes (common alarms include issues with axes or sensors).
- Manual jog mode: Run the ram (slide block) unloaded 2-3 times in jog mode. Observe for smooth movement, no sticking, unusual noise, or vibration.
Program Input and Debugging
The E21 system supports single-step and multi-step programming (up to 40 programs, 25 steps each). Import programs via USB (.NC format) or manually input parameters.
Key parameters include:
- Y-axis: Ram depth (controls bending angle).
- X-axis: Back gauge position.
- Pressure: Tonnage based on material thickness (e.g., 200 tons for 10mm mild steel).
- Dwell time: 3-5 seconds for torsion bar machines to allow full bending.
- Retract: Back gauge retraction distance and delay.
Example for 10mm mild steel to 90°:
- Pressure: ~200 tons (calculate using bending force charts).
- Ram stroke: ~250mm.
- Angle tolerance: ±0.5°.
Perform a trial bend:
- Use scrap material.
- Measure the angle with a digital protractor.
- If error > ±1°, adjust Y-axis depth (deeper for smaller angle) or pressure.
Processing Execution
- Place the sheet on the lower die and align with back gauge (tolerance ≤0.5mm).
- Step on the foot pedal to initiate bending.
- During operation: Never reach into the die area while the ram is descending. Maintain ≥500mm safety distance.
- For batch production: Inspect one piece every 10 bends for dimensional accuracy, as tool wear can cause deviations.
Shutdown and Maintenance
- Raise the ram to top dead center.
- Shut down the E21 controller and main power.
- Clean dies: Remove debris and apply anti-rust oil.
- Check hydraulic oil: Replace every 2000 operating hours or if contaminated.
- Regular maintenance: Inspect seals, filters, and torsion bar synchronization.
II. Safety Regulations of E21 Press Brake
Prolonged Non-Stop Device Functioning
Safety is critical when operating an E21 press brake due to high forces and pinch points.
Prohibited High-Risk Operations:
- Never adjust material or tools while the ram is descending—risk of crushing injuries.
- Avoid overloading (e.g., bending 20mm steel on a 40-ton machine), which can damage the hydraulic system or torsion bar.
Protective Requirements:
- Wear PPE: Safety helmet, steel-toe boots, safety glasses.
- Use safeguards: Light curtains or laser guards at the point of operation.
- Emergency stop: Always accessible on the pendant or foot pedal.
- Two-hand control or foot pedal: Ensures operator distance from danger zone.
III. Parameter Setting Tips of E21 Press Brake
Material Adaptation
Different materials require adjustments to prevent cracking or excessive springback:
- Aluminum: Reduce pressure to ~60% of steel to avoid cracking.
- Stainless steel: Increase pressure to ~120% of mild steel due to higher strength.
- High-strength steel: Use deeper penetration and longer dwell time.
Tooling Selection
- For radius bends: Choose larger radius punches (e.g., R5 instead of R3) to minimize springback.
- V-die opening: Typically 8x material thickness for 90° bends.
- Tool alignment: Ensure upper and lower tools are centered for even bending.
IV. Common Troubleshooting of E21 Press Brake
Bending Angle Deviation:
- Causes: Tool wear, incorrect parameters, material springback, or hydraulic oil issues.
- Solutions: Replace worn tools; increase pressure (~0.3° reduction per 10 tons); adjust Y-axis depth; compensate for springback by overbending.
Ram Sticking or Uneven Movement:
- Causes: Contaminated hydraulic oil, faulty proportional valve, or torsion bar misalignment.
- Solutions: Replace oil; clean valves; check synchronization.
Other Issues:
- No pressure buildup: Check pump, seals, or oil level.
- Back gauge inaccuracy: Recalibrate X-axis or check encoder.
FAQ
Q: What does the E21 system display on startup?
A: It shows the single-step program page. If alarms appear, check connections or refer to the alarm history.
Q: How to program multi-step bends on E21?
A: Enter program mode (press P), select program number, input steps with Y/X values, dwell, and retract settings.
Q: Why is my bend angle inconsistent?
A: Common causes include springback or tool wear. Trial bend and adjust parameters accordingly.
Q: Is the E21 suitable for high-precision work?
A: Yes, for NC torsion bar machines (±0.5° typical), but for ultra-precision, consider full CNC electro-hydraulic systems.
Q: How often should I maintain the machine?
A: Daily checks for leaks/oil; oil change every 2000 hours; full inspection annually.

Metalworking specialist with 12 years of experience in sheet metal fabrication and press brake applications, certified by ASME.