







Working Principle of Laser Cutting Machines and Their Differences from Plasma Cutting Machines
In modern industrial manufacturing, laser cutting machines have become a cornerstone technology, widely utilized for processing materials such as sheet metal, plastics, glass, ceramics, semiconductors, textiles, wood, and paper. Their precision, versatility, and efficiency make them indispensable in various industries. This article explores the working principles of laser cutting, its various techniques, and how it compares to plasma cutting machines, providing a comprehensive guide for professionals and enthusiasts alike.

What is Laser Cutting?
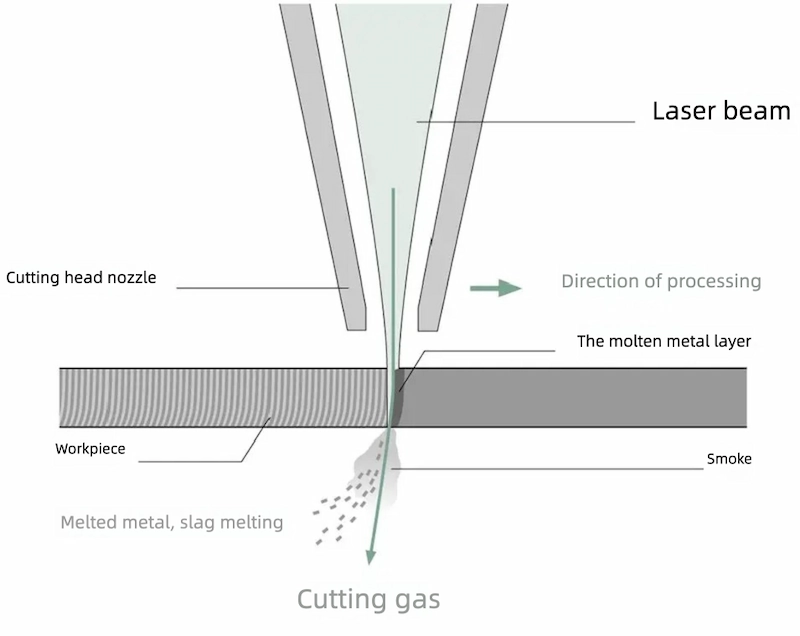
Laser cutting uses a focused laser beam to heat, melt, or vaporize material at the point of contact, enabling precise cuts with minimal waste. The process begins when the laser beam strikes the workpiece, rapidly heating the targeted area to induce melting or vaporization. Once the beam penetrates the material, the cutting process proceeds as the laser moves along the desired contour, melting the material while a jet of gas expels the molten residue, leaving a narrow kerf nearly as wide as the laser beam itself.
Key Laser Cutting Techniques
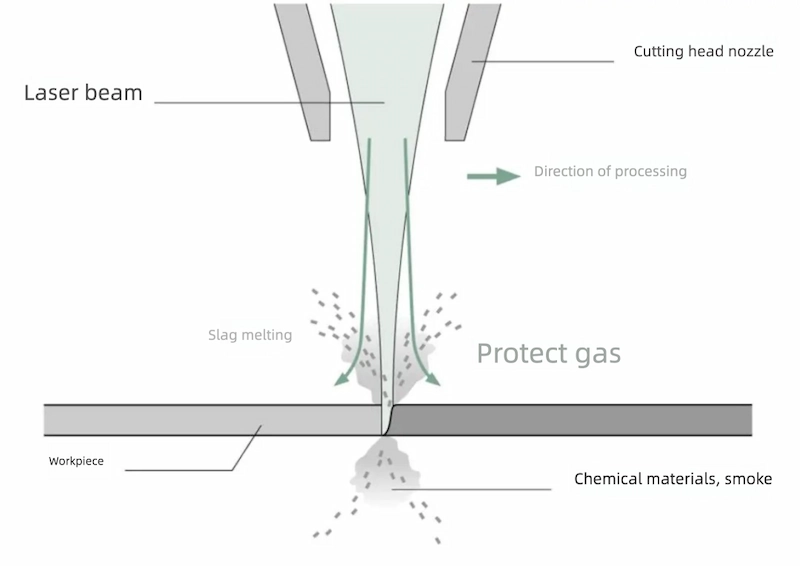
Fusion Cutting
Fusion cutting, also known as melt-and-blow cutting, is a standard method for cutting metals and other fusible materials like ceramics. Inert gases such as nitrogen or argon, pressurized between 2–20 bar, are used to blow molten material out of the kerf. These gases do not react with the molten metal, ensuring the cutting edge remains unoxidized and clean.
Flame Cutting
Flame cutting is ideal for low-carbon steel, using oxygen as the cutting gas, pressurized up to 6 bar. The heated metal reacts with oxygen, igniting and oxidizing to release significant energy (up to five times that of the laser beam). This chemical reaction enhances the cutting process, making it efficient for thicker materials.
Compressed Air Cutting
This technique uses compressed air (5–6 bar) to remove molten metal from the kerf. Since air is approximately 80% nitrogen, this method is akin to fusion cutting and is suitable for thin sheets.
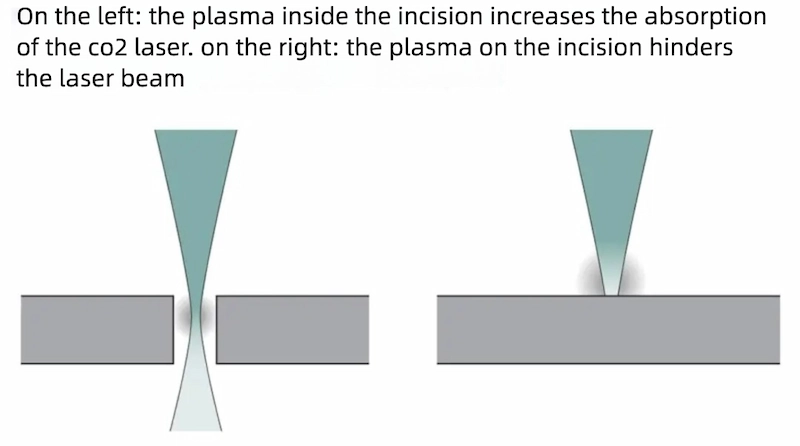
Plasma-Assisted Cutting
In plasma-assisted cutting, appropriate parameter settings create a plasma cloud of ionized metal vapor and cutting gas within the kerf. This cloud absorbs CO2 laser energy, transferring more heat to the workpiece for faster melting and cutting. This method, also called high-speed plasma cutting, is exclusive to CO2 lasers due to the plasma cloud’s transparency to solid-state lasers.
Vaporization Cutting
Vaporization cutting evaporates material with minimal thermal impact on surrounding areas, ideal for non-melting materials like thin plastic films, wood, paper, or foam. Continuous CO2 lasers or ultra-short pulse lasers (e.g., picosecond lasers) are used to sublime material directly, avoiding melting or burr formation.
Key Parameters Affecting Laser Cutting
Several parameters influence the laser cutting process, balancing the laser’s technical capabilities with material properties:
Polarization Degree: Typically around 90%, ensuring sufficient energy conversion for high-quality cuts.
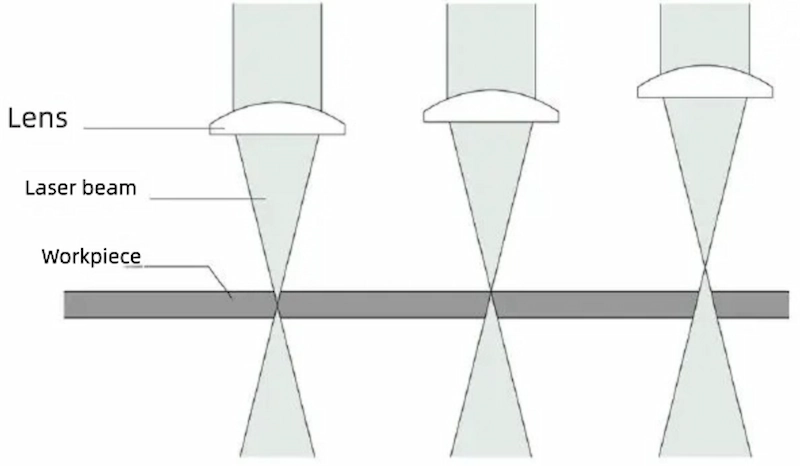
Focal Diameter: A smaller focal diameter results in narrower kerfs, adjustable via the focusing lens.
Focal Position: Determines beam diameter and power density, affecting kerf shape (e.g., inside, on, or above the workpiece surface).
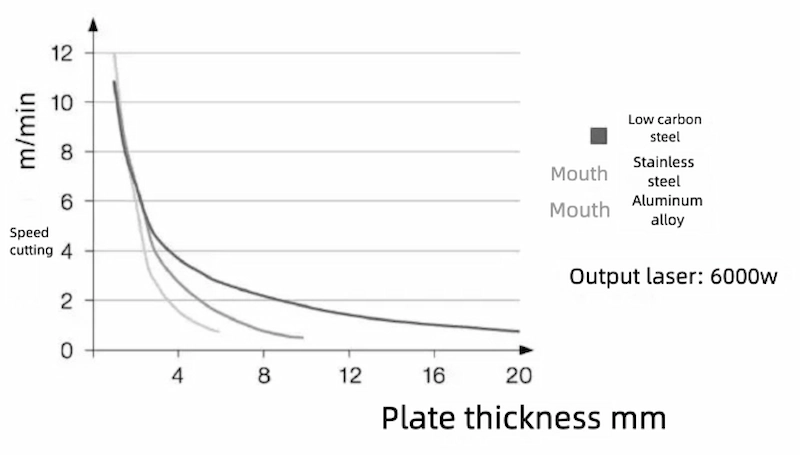
Laser Power: Must match material type and thickness to exceed the processing threshold. Higher power enables cutting thicker materials.
Image: Graph showing laser power vs. material thickness.
Operating Mode: Continuous mode suits standard contours, while pulsed mode is used for precision cuts or perforations.
Cutting Speed: Must align with laser power; too fast or slow speeds increase roughness and burrs.

Nozzle Diameter: Influences gas flow and shape; larger nozzles are used for thicker materials.
Gas Purity and Pressure: Oxygen requires 99.95% purity for flame cutting, while nitrogen needs 99.995% for fusion cutting. Thicker materials require lower oxygen pressure but higher nitrogen pressure.
Modern laser cutting systems store optimized parameters for various materials and thicknesses, enabling even novices to achieve professional results.
Evaluating Laser Cutting Quality
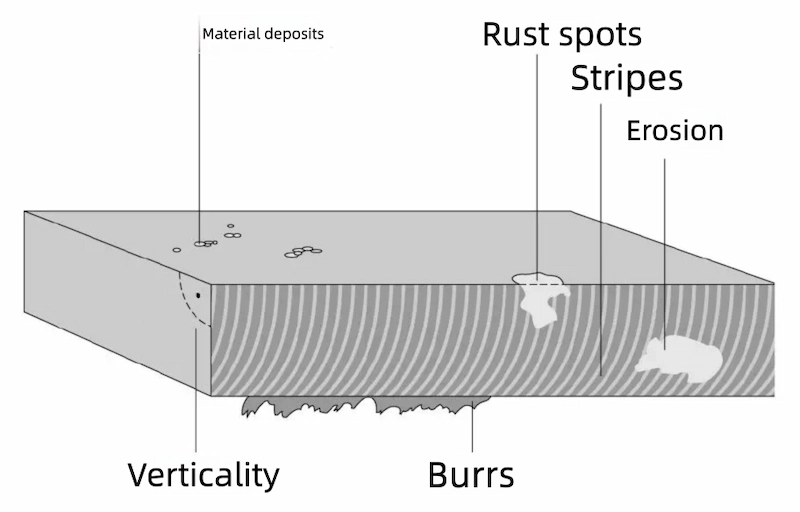
Cutting quality is assessed through visual and measurable criteria:
Visual Standards: Burr formation, depressions, and texture.
Measurable Standards: Perpendicularity, roughness, and kerf width, requiring specialized tools.
Additional Factors: Material deposition, corrosion, heat-affected zones, and deformation.
How Does Plasma Cutting Differ?
Plasma cutting uses a high-temperature plasma arc, created by ionizing gas (e.g., nitrogen, argon, or oxygen) with an electric arc, to melt and cut materials. Unlike laser cutting, which relies on a focused light beam, plasma cutting is less precise but excels in cutting thicker metals (up to several inches) at lower costs.
Key Differences Between Laser and Plasma Cutting
Precision and Kerf Width
Laser Cutting: Offers high precision with narrow kerfs (as small as 0.1 mm), ideal for intricate designs and thin materials.
Plasma Cutting: Produces wider kerfs (1–2 mm), less suited for detailed work but effective for thicker materials.
Material Versatility
Laser Cutting: Cuts a wide range of materials, including metals, plastics, wood, and ceramics, with minimal thermal distortion.
Plasma Cutting: Primarily used for conductive metals (e.g., steel, aluminum), less effective for non-metals.
Cutting Speed
Laser Cutting: Faster for thin materials (<10 mm) due to precise energy delivery.
Plasma Cutting: Faster for thicker materials (>10 mm) due to high heat output.
Cost and Maintenance
Laser Cutting: Higher initial investment and maintenance costs (e.g., for fiber laser cutters or CNC cutting machines).
Plasma Cutting: Lower equipment and operational costs, making it more economical for heavy-duty applications.
Edge Quality and Heat-Affected Zone (HAZ)
Laser Cutting: Produces smoother edges with minimal HAZ, reducing post-processing needs.
Plasma Cutting: Results in rougher edges and larger HAZ, often requiring additional finishing.
Category | Flame cutting | Melt cutting | Gas cutting |
Working Principle | The laser beam heats the metal to its melting point, and the laser energy cuts through the metal with a high-pressure gas stream, resulting in smooth edges without burrs. | Gas (oxygen) reacts with the metal being cut (combustion), and the released energy melts and blows away the metal. | Pure thermal effect, where the gas laser beam heats the metal to melting or evaporation. |
Materials Used | CO₂ laser, solid-state laser | CO₂ laser, gas laser | Three-phase imaging light |
Application Range | Mainly used for precision cutting of metal and non-metal materials, suitable for thin and medium-thick plates. | Mainly used for cutting low-carbon steel, stainless steel, aluminum alloys, and other metal materials. | Metals, titanium alloys, nickel-based alloys, copper, etc. |
Heat Affected Zone Width | 0.1–0.5 mm | 0.1–0.5 mm | 0.01–0.04 mm |
Typical Quality Evaluation Standards | Burr formation, cut surface perpendicularity, roughness, cut edge collapse, cut width, kind perpendicularity, cut surface roughness. | Burr formation, cut surface perpendicularity, roughness, cut edge collapse, cut width, cut perpendicularity, cut surface roughness. | Burr formation, cut surface perpendicularity, roughness, cut edge collapse, cut width, cut perpendicularity, cut surface roughness. |
Cutting Efficiency | Low, suitable for thin and medium-thick plates. | Low, suitable for cutting thin metal sheets. | High efficiency. |
Applications | Automotive, aerospace, shipbuilding, metal processing, 3D printing. | Mechanical manufacturing, metal processing. | Precision machining in industrial production. |
Suitability | Oxygen cutting of low-carbon steel: mainly for thin and medium-thick metal plates; widely used in industrial oxygen cutting. | Widely used in metal processing for oxygen cutting. | Widely used in industrial oxygen cutting. |
Notes | Oxygen cutting of low-carbon steel: mainly for thin and medium-thick metal plates; widely used in industrial oxygen cutting. | Widely used in metal processing for oxygen cutting. | Widely used in industrial oxygen cutting. |
The Future of Laser Cutting
Laser cutting’s precision, adaptability, and efficiency ensure its continued dominance in industrial applications. With advancements in fiber laser cutters and CNC cutting machines, the technology is poised for even broader adoption. From automotive to aerospace, laser cutting’s ability to handle diverse materials and complex designs makes it a vital tool for modern manufacturing.

Metalworking specialist with 12 years of experience in sheet metal fabrication and press brake applications, certified by ASME.




