







Working Principle of Laser Cutting Machines and Their Differences from Plasma Cutting Machines
Cutting Efficiency, Low, suitable for thin and medium-thick plates. Low, suitable for cutting thin metal sheets. High efficiency., Applications.

Automotive, aerospace, shipbuilding, metal processing, 3D printing.
Mechanical manufacturing, metal processing.
Precision machining in industrial production.
Suitability
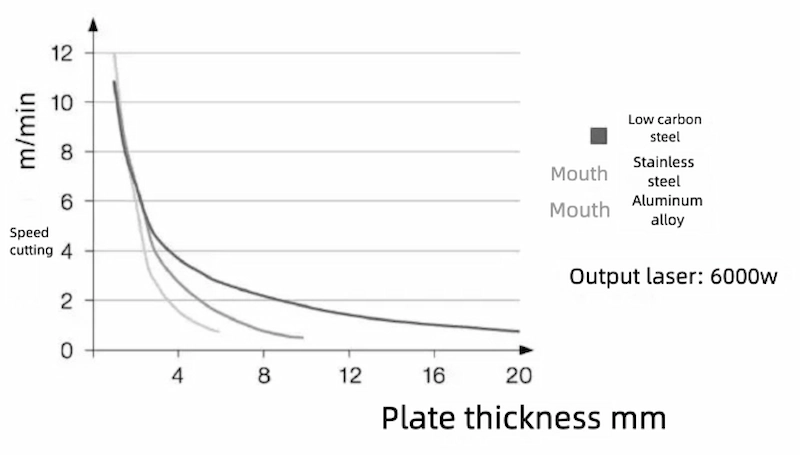
Oxygen cutting of low-carbon steel: mainly for thin and medium-thick metal plates; widely used in industrial oxygen cutting.
Widely used in metal processing for oxygen cutting.
Widely used in industrial oxygen cutting.
Notes
The Future of Laser Cutting.
Laser cutting’s precision, adaptability, and efficiency ensure its continued dominance in industrial applications. With advancements in fiber laser cutters and CNC cutting machines, the technology is poised for even broader adoption. From automotive to aerospace, laser cutting’s ability to handle diverse materials and complex designs makes it a vital tool for modern manufacturing.
: Continuous mode suits standard contours, while pulsed mode is used for precision cuts or perforations.
Cutting Speed
: Must align with laser power; too fast or slow speeds increase roughness and burrs.
Nozzle Diameter
: Influences gas flow and shape; larger nozzles are used for thicker materials.
Gas Purity and Pressure: Oxygen requires 99.95% purity for flame cutting, while nitrogen needs 99.995% for fusion cutting. Thicker materials require lower oxygen pressure but higher nitrogen pressure.
Modern laser cutting systems store optimized parameters for various materials and thicknesses, enabling even novices to achieve professional results.Evaluating Laser Cutting Quality.
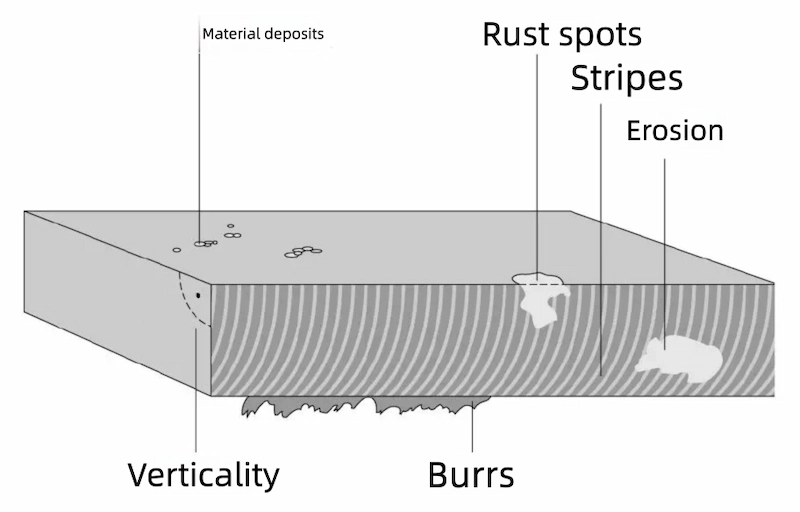
Cutting quality is assessed through visual and measurable criteria:Visual Standards.
: Burr formation, depressions, and texture.Measurable Standards.
: Perpendicularity, roughness, and kerf width, requiring specialized tools.Additional Factors.
: Material deposition, corrosion, heat-affected zones, and deformation.How Does Plasma Cutting Differ?.
Plasma cutting uses a high-temperature plasma arc, created by ionizing gas (e.g., nitrogen, argon, or oxygen) with an electric arc, to melt and cut materials. Unlike laser cutting, which relies on a focused light beam, plasma cutting is less precise but excels in cutting thicker metals (up to several inches) at lower costs.Key Differences Between Laser and Plasma Cutting.

Precision and Kerf WidthLaser Cutting.
: Offers high precision with narrow kerfs (as small as 0.1 mm), ideal for intricate designs and thin materials.Plasma Cutting.
: Produces wider kerfs (1–2 mm), less suited for detailed work but effective for thicker materials.
Material Versatility
: Cuts a wide range of materials, including metals, plastics, wood, and ceramics, with minimal thermal distortion.
: Primarily used for conductive metals (e.g., steel, aluminum), less effective for non-metals.: Faster for thin materials (<10 mm) due to precise energy delivery.
: Faster for thicker materials (>10 mm) due to high heat output.Cost and Maintenance.
: Higher initial investment and maintenance costs (e.g., for fiber laser cutters or CNC cutting machines).: Lower equipment and operational costs, making it more economical for heavy-duty applications.
Edge Quality and Heat-Affected Zone (HAZ)
: Produces smoother edges with minimal HAZ, reducing post-processing needs.
: Results in rougher edges and larger HAZ, often requiring additional finishing.
Category
Flame cuttingMelt cutting.
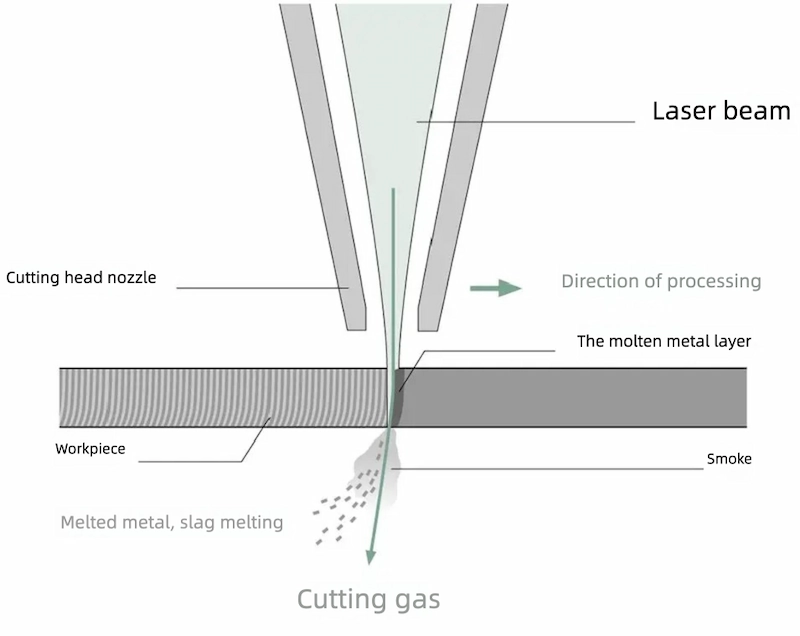
Gas cuttingThe laser beam heats the metal to its melting point, and the laser energy cuts through the metal with a high-pressure gas stream, resulting in smooth edges without burrs.
Gas (oxygen) reacts with the metal being cut (combustion), and the released energy melts and blows away the metal.
Flame cuttingMaterials Used.
Gas cuttingCO₂ laser, gas laser.
Plasma cutting uses a high-temperature plasma arc, created by ionizing gas (e.g., nitrogen, argon, or oxygen) with an electric arc, to melt and cut materials. Unlike laser cutting, which relies on a focused light beam, plasma cutting is less precise but excels in cutting thicker metals (up to several inches) at lower costs.
Flame cuttingMainly used for precision cutting of metal and non-metal materials, suitable for thin and medium-thick plates.
Gas cuttingMetals, titanium alloys, nickel-based alloys, copper, etc.
Heat Affected Zone Width
Flame cutting0.01–0.04 mm.
Gas cuttingBurr formation, cut surface perpendicularity, roughness, cut edge collapse, cut width, kind perpendicularity, cut surface roughness.
Burr formation, cut surface perpendicularity, roughness, cut edge collapse, cut width, cut perpendicularity, cut surface roughness.
Flame cuttingLow, suitable for thin and medium-thick plates.
Gas cuttingHigh efficiency.
Automotive, aerospace, shipbuilding, metal processing, 3D printing. | Mechanical manufacturing, metal processing. | Precision machining in industrial production. | Suitability |
Interface: Touch-screen CNC systems with 3D visualization simplify programming. | Widely used in metal processing for oxygen cutting. | Widely used in industrial oxygen cutting. | Notes. |
The Future of Laser Cutting | Laser cutting’s precision, adaptability, and efficiency ensure its continued dominance in industrial applications. With advancements in fiber laser cutters and CNC cutting machines, the technology is poised for even broader adoption. From automotive to aerospace, laser cutting’s ability to handle diverse materials and complex designs makes it a vital tool for modern manufacturing. | Read more about Principle and Function of Press Brake Safety Protection System | Read more about Press Brake Maintenance and Repair |
Read more about Practical Methods for Press Brake Accuracy with Long Term Precision | Read more about Practical Guidance For Press Brake Operation. | Read more about How to Properly Install a Press Brake Machine. | 금속, 티타늄 합금, 니켈 기반 합금, 구리 등. |
열영향부 폭 | 0.1–0.5 mm | 0.1–0.5 mm | 0.01–0.04 mm |
일반적인 품질 평가 기준 | 버 형성, 절단면 직각도, 거칠기, 절단 모서리 무너짐, 절단 폭, 절단 직각도, 절단면 거칠기. | 버 형성, 절단면 직각도, 거칠기, 절단 모서리 무너짐, 절단 폭, 절단 직각도, 절단면 거칠기. | 버 형성, 절단면 직각도, 거칠기, 절단 모서리 무너짐, 절단 폭, 절단 직각도, 절단면 거칠기. |
절단 효율 | 낮음, 얇고 중간 두께의 판재에 적합. | 낮음, 얇은 금속판 절단에 적합. | 높은 효율. |
Low maintenance minimizes downtime and costs. | 자동차, 항공우주, 조선, 금속 가공, 3D 프린팅. | 기계 제조, 금속 가공. | 산업 생산의 정밀 가공. |
적합성 | 저탄소강 산소 절단: 주로 얇고 중간 두께의 금속판에 사용; 산업용 산소 절단에 널리 사용됨. | 금속 가공의 산소 절단에 널리 사용됩니다. | 산업용 산소 절단에 널리 사용됩니다. |
참고 사항 | 저탄소강 산소 절단: 주로 얇고 중간 두께의 금속판에 사용; 산업용 산소 절단에 널리 사용됨. | 금속 가공의 산소 절단에 널리 사용됩니다. | 산업용 산소 절단에 널리 사용됩니다. |
레이저 절단의 미래
레이저 절단의 정밀성, 적응성, 효율성은 산업 응용 분야에서 지속적인 우위를 보장합니다. 파이버 레이저 절단기와 CNC 절단기의 발전과 함께, 이 기술은 훨씬 더 광범위하게 채택될 준비가 되어 있습니다. 자동차부터 항공우주까지, 레이저 절단이 다양한 재료와 복잡한 디자인을 처리할 수 있는 능력은 현대 제조에 필수적인 도구로 만듭니다.

Metalworking specialist with 12 years of experience in sheet metal fabrication and press brake applications, certified by ASME.




