







Laser Cutting Machine Operation Guidelines and Key Precautions
Laser cutting machines have become a core piece of equipment in modern metal fabrication due to their high precision, flexibility, and efficiency. However, stable performance and cutting quality depend not only on machine specifications, but also on correct operating procedures, proper process control, routine maintenance, and strict safety awareness.
Many equipment failures, cutting defects, and safety incidents are not caused by hardware problems, but by improper operation, incorrect parameter settings, or insufficient daily maintenance. This article provides a comprehensive explanation of laser cutting machine operating points and precautions, helping operators and production managers improve reliability, extend equipment life, and ensure safe, efficient production.

1. Standard Startup, Standby, and Shutdown Procedures
1.1 Normal Startup Process
A correct startup sequence is the foundation of stable laser cutting operation. Before powering on the machine, operators should ensure that all peripheral systems are ready and that no abnormal conditions are present.
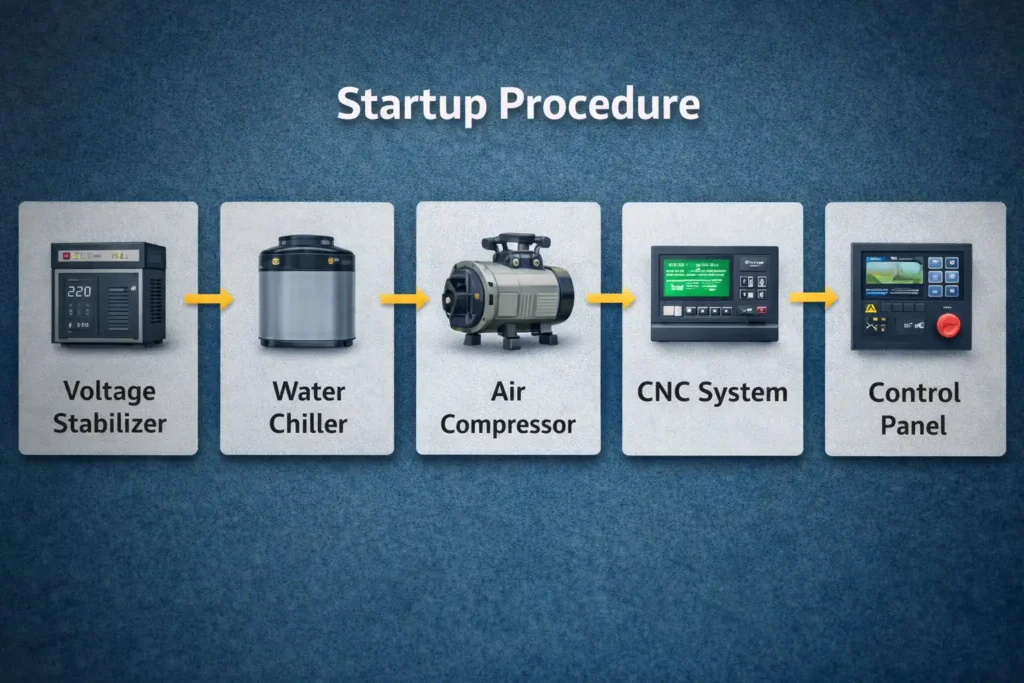
The startup process begins with switching on the voltage stabilizer, followed by the water chiller, air compressor, refrigerated dryer, CNC system, laser source, and nitrogen gas cylinder. The nitrogen pressure at the regulator should be controlled at approximately 0.5 MPa to ensure reliable valve operation. After these systems are running normally, the operation panel can be powered on.
At initial startup, the machine must perform a homing operation. Before homing, verify that the emergency stop button is released and that all alarms have been cleared. If an alarm appears during homing, reset the alarm first and then continue the homing process.
If homing fails or stops before completion, the operator should enter the Start up → NCK Reset → YES sequence to restart the CNC system. After confirming that all red indicator lights on the handheld device are on, press SET ZERO to re-home the machine. If necessary, the main control computer can be shut down and restarted before performing homing again.
These steps help ensure accurate axis positioning and prevent positioning errors during cutting.
1.2 Standby Operation
When the machine needs to be temporarily idle, it is recommended to place it in standby mode rather than shutting it down completely. This can be done by switching off HV ON and pressing the emergency stop button. Standby mode reduces system stress while allowing for quick restart when production resumes.
1.3 Correct Shutdown Procedure
Shutdown should follow a controlled sequence to protect sensitive components. First, reduce the high voltage and switch off the laser source. Then turn off the operation panel, water chiller, refrigerated dryer, and other auxiliary systems. Finally, close all gas cylinders.
In daily operation, the air compressor and refrigerated dryer must be drained regularly. If the machine operates continuously for 24 hours, drainage should be performed at least every 6 hours, and every 4 hours in humid summer conditions to prevent moisture accumulation in the air system.
2. Proficient Machine Operation and Cutting Process Control
2.1 Program Preparation and Parameter Setting
Before production begins, the cutting program must be imported into the machine. Cutting parameters such as power, speed, gas pressure, and focus position should be adjusted according to material type and thickness.
After selecting the appropriate nozzle, operators must perform nozzle centering and focus adjustment. Only after confirming that the program is correct and that all cutting gases are properly opened should cutting begin.
Nozzle centering is a skill that requires repeated practice. Developing a good sense of alignment allows operators to quickly achieve accurate beam positioning, which directly affects cutting quality and consistency.
2.2 Nozzle Selection for Different Materials
Correct nozzle selection plays a critical role in cutting efficiency and edge quality.
For carbon steel:
Below 6 mm: 1.0 mm nozzle
8–12 mm: 1.5 mm nozzle
Above 14 mm: 2.0 mm nozzle
For stainless steel:
Below 4 mm: 2.0 mm nozzle
Above 5 mm: 2.5 mm nozzle
Double-layer nozzles are recommended for carbon steel cutting, while single-layer nozzles are generally used for stainless steel.

2.3 Cutting Gas Pressure Control
Oxygen pressure is controlled through the CNC system, but the outlet pressure at the regulator must not exceed 0.5 MPa, otherwise the solenoid valve may fail to open. Nitrogen pressure should be controlled within 25 kg to ensure stable cutting and avoid excessive gas consumption.
3. Piercing Gas Selection and Process Adjustment
Piercing is a critical stage that directly affects cutting quality, especially for thicker materials.
For stainless steel below 3 mm, nitrogen is recommended for piercing. When cutting stainless steel of 4 mm and above, or carbon steel, oxygen should be used for piercing.
After piercing stainless steel, nitrogen pressure must be adjusted according to thickness:
Below 2 mm: 8 kg
3–4 mm: 10 kg
5–6 mm: 12 kg
8 mm: 15 kg
When using oxygen to cut stainless steel, the operation method is the same as for carbon steel, with no special adjustments required.
Before cutting production parts, the focus position must be accurately set. It is recommended to perform trial cuts on material of the same thickness to reach optimal conditions. Tool compensation should follow the principle of inner counter-clockwise and outer clockwise, and the kerf value should be adjusted as needed. For non-metal materials, a mechanical sensor must be used.
Laser gas replacement is also part of routine operation. The laser source requires gas replacement every 72 hours. When the GASCHANGE IN MAX24h alarm appears, gas replacement should be performed immediately. Although the laser can still operate for 24 hours after the alarm, early replacement is recommended to maintain beam quality.
Gas replacement should be carried out with LASER ON, following the sequence F7 → F6 → F2 → F7.
Programming software is equally important. After drawing in CAD, the drawing should be zeroed and saved as a .dxf file. After importing into SHAPE software, tool changes, lead-ins, recovery, and reordering should be completed before saving as an n file to generate the program. For nesting or single-part optimization, further processing can be done in SHAPE before program generation.
To calculate cutting length, import the drawing and save it as an e file, which displays the total cutting length.

4. Maintenance and Routine Care
Regular maintenance ensures stable operation and long equipment life.
Focusing lenses must be cleaned regularly to maintain optical clarity. The external optical path should be checked monthly and adjusted immediately if deviation is found. Reflective mirrors should be cleaned every three months, or immediately if contamination is observed.
Routine maintenance of the machine, water chiller, and laser source must follow the operation manual. After every 2,000 operating hours, professional maintenance should be performed by the FARLEY LASERLAB service department.

4.1 Air Compressor Maintenance
Before daily startup, check the oil level and ensure it remains at approximately 3/4. After shutdown, drain wastewater. Cooling grids and air filters should be cleaned weekly.
Every 1,000 hours, clean the oil cooler and air cooler, and check belt tension. Every 4,000 hours, replace the air filter, oil filter, and compressor oil.
Operating temperature must not exceed 110°C, with normal working temperature between 80–90°C. Motor starts should not exceed 20 times per hour. Emergency stop buttons should not be used under non-emergency conditions. Counterclockwise fan rotation indicates incorrect wiring and must be corrected.
4.2 Refrigerated Dryer Precautions
At least 50 cm of space should be reserved around the dryer for ventilation. Ambient temperature must not exceed 35°C. Drain wastewater daily, clean vents weekly with compressed air, and clean filters monthly using a soft brush and soapy water.
5. Safety and Protection Measures
Laser cutting safety must never be underestimated. Smoking is strictly prohibited, especially near oxygen systems, to prevent fire hazards.
Before laser emission, ensure that all personnel are clear of the beam path. When adjusting the external optical path, carefully control laser power and exposure time, and ensure that the beam does not strike personnel.
After completing optical adjustments, all protective covers must be installed before cutting resumes. When changing gases, high pressure must be released first, and gas cylinders and laser doors must be closed immediately afterward. The laser electrical cabinet should never be opened casually to avoid contact with live circuits.
When using a shuttle table, automatic exchange is not recommended unless safety conditions are fully confirmed. Ensure the cutting head is raised before exchange and monitor the process closely. In case of abnormal conditions, stop immediately.
6. Common Cutting Problems and Practical Solutions
Even with advanced laser cutting equipment, operators often encounter cutting defects that affect product quality and production efficiency. Understanding the root causes of these issues allows users to correct them quickly and avoid unnecessary downtime.
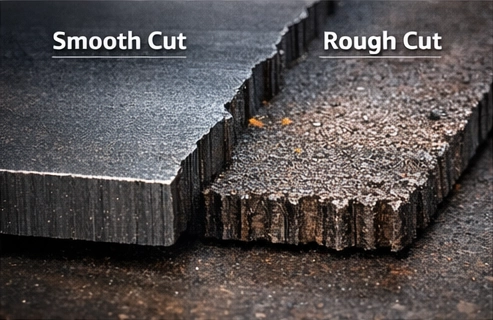
One common problem is excessive slag or dross on the bottom edge of the workpiece. This is usually related to insufficient gas pressure, incorrect nozzle size, or improper focus position. Increasing assist gas pressure within a safe range, selecting a larger nozzle for thicker materials, and slightly adjusting the focus downward often improves edge cleanliness.
Another frequent issue is burn marks or oxidation, especially when cutting carbon steel with oxygen. This can result from excessive cutting speed, unstable oxygen pressure, or nozzle misalignment. Reducing cutting speed slightly and ensuring stable oxygen flow can significantly improve surface appearance.
For stainless steel cutting with nitrogen, rough edges or incomplete penetration are often caused by insufficient laser power or incorrect piercing parameters. In such cases, operators should optimize piercing time and pressure, and ensure that the focus position matches the material thickness.
By systematically analyzing cutting defects rather than relying on trial and error, operators can stabilize production quality and reduce material waste.
7. Process Optimization for Different Production Scenarios
Laser cutting machines are widely used across various industries, from sheet metal fabrication to equipment manufacturing. Each production scenario places different demands on cutting speed, accuracy, and surface quality.
In high-volume production, stability and repeatability are more important than extreme cutting speed. Operators should prioritize conservative parameter settings, consistent nozzle maintenance, and scheduled inspections to minimize unexpected interruptions.
For custom or small-batch production, flexibility becomes the key factor. Quick program switching, accurate homing, and fast nozzle centering allow operators to respond efficiently to frequent order changes. In these scenarios, experience-based parameter fine-tuning often delivers better results than relying solely on default parameter libraries.
When cutting thick plates, thermal control becomes critical. Excessive heat accumulation can lead to deformation or poor edge quality. Using appropriate piercing strategies, staged cutting paths, and optimized gas flow helps maintain dimensional accuracy.
Understanding how to adapt laser cutting processes to different production demands enables manufacturers to fully utilize their equipment capabilities.
8. Importance of Operator Training and Skill Development
While modern laser cutting machines are highly automated, operator skill remains a decisive factor in overall performance. Machines can execute commands precisely, but they rely on operators to make correct judgments.
New operators should receive structured training covering:
Machine startup and shutdown procedures
Basic cutting parameter logic
Emergency handling and alarm interpretation
Routine inspection and cleaning tasks
Experienced operators, on the other hand, should focus on developing deeper process understanding, such as recognizing subtle changes in cutting sound, spark behavior, and edge appearance. These sensory cues often indicate parameter deviations or component wear before alarms occur.
Enterprises that invest in continuous operator training typically experience fewer breakdowns, higher yield rates, and longer equipment lifespan.

9. Environmental Control and Workshop Conditions
The operating environment plays a significant role in laser cutting machine performance. Excessive dust, humidity, or temperature fluctuations can negatively affect optical components and electrical systems.
Workshops should maintain a clean environment with controlled humidity levels. In humid regions, additional air drying and more frequent drainage of air systems are necessary to prevent moisture from entering pneumatic and optical components.
Temperature stability is equally important. Large temperature differences between day and night can cause slight mechanical deformation, affecting cutting accuracy. Maintaining a relatively stable workshop temperature helps ensure consistent performance.
Proper environmental management is often overlooked, yet it directly contributes to long-term machine stability.
10. Preventive Maintenance as a Cost-Control Strategy
Many users view maintenance as an operational cost rather than an investment. In reality, preventive maintenance significantly reduces total ownership cost over the machine’s lifetime.
Regular inspection of lenses, mirrors, and gas paths prevents sudden failures that could halt production for hours or even days. Timely replacement of consumables costs far less than emergency repairs or production losses caused by unplanned downtime.
Establishing a maintenance log for each machine helps track service intervals, identify recurring issues, and optimize spare parts inventory. Over time, this data becomes a valuable reference for improving maintenance planning and budgeting.
11. Laser Cutting Safety Culture in Modern Manufacturing
Safety is not limited to protective equipment or warning signs. It is a mindset that must be embedded into daily operations.
Operators should develop the habit of checking protective covers, confirming gas connections, and verifying machine status before every shift. Supervisors should regularly review safety procedures and ensure compliance.
In facilities where laser cutting machines operate continuously, rotating shifts and fatigue management are also part of safety control. Tired operators are more likely to overlook critical steps or respond slowly to abnormal conditions.
A strong safety culture not only prevents accidents but also improves overall operational discipline.
12. Integrating Laser Cutting Machines into Smart Manufacturing
With the advancement of Industry 4.0, laser cutting machines are increasingly integrated into digital production systems. Machine data such as operating hours, alarm history, and cutting parameters can be collected and analyzed to improve decision-making.
By connecting laser cutting machines to manufacturing execution systems (MES), enterprises can monitor equipment utilization, schedule maintenance proactively, and optimize production planning.
Although not every factory requires full digital integration, even basic data tracking provides valuable insights that enhance productivity and equipment reliability.
Conlusion
Laser cutting machine operation is a systematic process that integrates correct procedures, process knowledge, maintenance discipline, and safety awareness. By following standardized startup and shutdown sequences, mastering cutting parameters, maintaining key components, and enforcing strict safety measures, manufacturers can significantly reduce failures, improve cutting quality, and extend equipment service life.
For enterprises aiming at stable production and long-term competitiveness, standardized laser cutting operation is not only a technical requirement, but also a critical management strategy.
Laser cutting machine operation is far more than simply pressing the start button. It is a comprehensive system involving correct procedures, process understanding, disciplined maintenance, skilled operators, and strict safety management.
By mastering startup and shutdown routines, optimizing cutting parameters, selecting appropriate gases and nozzles, and maintaining critical components, manufacturers can achieve stable cutting quality and long-term operational reliability.
In an increasingly competitive manufacturing environment, companies that standardize laser cutting operations and invest in operator training and preventive maintenance gain a clear advantage. Proper laser cutting machine operation is not only a technical requirement, but a strategic foundation for sustainable production.
FAQ: Laser Cutting machine Operation
Q1: Why is the startup sequence important for laser cutting machines?
Correct startup prevents system errors, protects components, and ensures accurate axis positioning.
Q2: How often should laser gas be replaced?
Laser gas should be replaced every 72 hours or immediately when the alarm appears.
Q3: What causes poor cutting quality most often?
Incorrect nozzle selection, improper focus position, and unstable gas pressure are common causes.
Q4: Is routine maintenance really necessary?
Yes. Regular maintenance prevents unexpected downtime and extends machine lifespan.
Q5: What is the most important safety rule in laser cutting?
Never expose personnel to the laser beam and always follow gas and electrical safety procedures.
Q6: Why does cutting quality vary even with the same parameters?
Environmental conditions, nozzle wear, lens contamination, and gas purity can all affect cutting results.
Q7: How can I extend the service life of optical components?
Regular cleaning, stable environmental conditions, and avoiding unnecessary laser emission significantly extend optical component lifespan.
Q8: Is higher laser power always better for cutting?
No. Excessive power can cause rough edges, burn marks, and unnecessary component wear. Optimal power depends on material and thickness.
Q9: How often should cutting parameters be reviewed?
Parameters should be reviewed whenever material type, thickness, or batch requirements change, and periodically during long production runs.
Q10: What is the biggest hidden risk in laser cutting operations?
Neglecting routine maintenance and safety habits often leads to unexpected failures and safety incidents.

Metalworking specialist with 12 years of experience in sheet metal fabrication and press brake applications, certified by ASME.




