







Laser Cutting Machine Operation Guidelines and Key Precautions
per hour. Emergency stop buttons should not be used under non-emergency conditions. Counterclockwise fan rotation indicates incorrect wiring and must be corrected. 4.2 Refrigerated Dryer Precautions.
At least 50 cm of space should be reserved around the dryer for ventilation. Ambient temperature must not exceed 35°C. Drain wastewater daily, clean vents weekly with compressed air, and clean filters monthly using a soft brush and soapy water. 5. Safety and Protection Measures, Laser cutting safety must never be underestimated. Smoking is strictly prohibited, especially near oxygen systems, to prevent fire hazards.

Before laser emission, ensure that all personnel are clear of the beam path. When adjusting the external optical path, carefully control laser power and exposure time, and ensure that the beam does not strike personnel.
After completing optical adjustments, all protective covers must be installed before cutting resumes. When changing gases, high pressure must be released first, and gas cylinders and laser doors must be closed immediately afterward. The laser electrical cabinet should never be opened casually to avoid contact with live circuits.
When using a shuttle table, automatic exchange is not recommended unless safety conditions are fully confirmed. Ensure the cutting head is raised before exchange and monitor the process closely. In case of abnormal conditions, stop immediately.
6. Common Cutting Problems and Practical Solutions Even with advanced laser cutting equipment, operators often encounter cutting defects that affect product quality and production efficiency. Understanding the root causes of these issues allows users to correct them quickly and avoid unnecessary downtime. One common problem is.
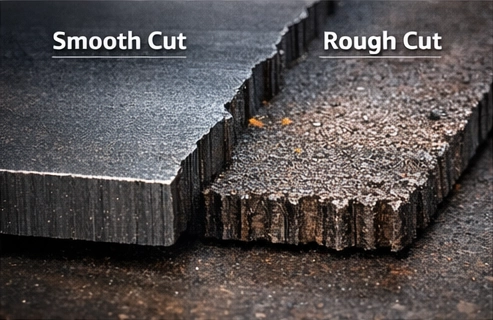
excessive slag or dross on the bottom edge.
of the workpiece. This is usually related to insufficient gas pressure, incorrect nozzle size, or improper focus position. Increasing assist gas pressure within a safe range, selecting a larger nozzle for thicker materials, and slightly adjusting the focus downward often improves edge cleanliness. Another frequent issue is burn marks or oxidation , especially when cutting carbon steel with oxygen. This can result from excessive cutting speed, unstable oxygen pressure, or nozzle misalignment. Reducing cutting speed slightly and ensuring stable oxygen flow can significantly improve surface appearance. For stainless steel cutting with nitrogen,.
rough edges or incomplete.
penetration
are often caused by insufficient laser power or incorrect piercing parameters. In such cases, operators should optimize piercing time and pressure, and ensure that the focus position matches the material thickness. By systematically analyzing cutting defects rather than relying on trial and error, operators can stabilize production quality and reduce material waste. 7. Process Optimization for Different Production Scenarios.
Laser cutting machines are widely used across various industries, from sheet metal fabrication to equipment manufacturing. Each production scenario places different demands on cutting speed, accuracy, and surface quality.
In.
high-volume production.
, stability and repeatability are more important than extreme cutting speed. Operators should prioritize conservative parameter settings, consistent nozzle maintenance, and scheduled inspections to minimize unexpected interruptions.
For custom or
small-batch production.
, flexibility becomes the key factor. Quick program switching, accurate homing, and fast nozzle centering allow operators to respond efficiently to frequent order changes. In these scenarios, experience-based parameter fine-tuning often delivers better results than relying solely on default parameter libraries.
When cutting.
thick plates
, thermal control becomes critical. Excessive heat accumulation can lead to deformation or poor edge quality. Using appropriate piercing strategies, staged cutting paths, and optimized gas flow helps maintain dimensional accuracy.
Understanding how to adapt laser cutting processes to different production demands enables manufacturers to fully utilize their equipment capabilities.
8. Importance of Operator Training and Skill Development
While modern laser cutting machines are highly automated, operator skill remains a decisive factor in overall performance. Machines can execute commands precisely, but they rely on operators to make correct judgments.
New operators should receive structured training covering:
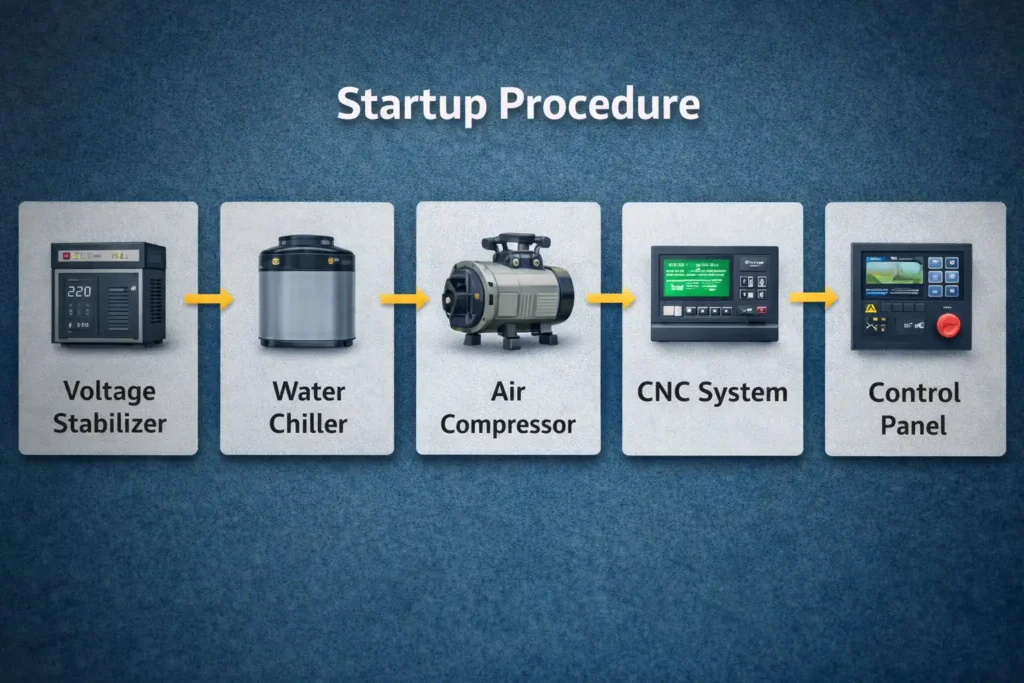
Machine startup and shutdown procedures
Basic cutting parameter logic
Emergency handling and alarm interpretation
Routine inspection and cleaning tasks.

Experienced operators, on the other hand, should focus on developing deeper process understanding, such as recognizing subtle changes in cutting sound, spark behavior, and edge appearance. These sensory cues often indicate parameter deviations or component wear before alarms occur.
Enterprises that invest in continuous operator training typically experience fewer breakdowns, higher yield rates, and longer equipment lifespan. Even with advanced laser cutting equipment, operators often encounter cutting defects that affect product quality and production efficiency. Understanding the root causes of these issues allows users to correct them quickly and avoid unnecessary downtime., The operating environment plays a significant role in laser cutting machine performance. Excessive dust, humidity, or temperature fluctuations can negatively affect optical components and electrical systems. Workshops should maintain a clean environment with controlled humidity levels. In humid regions, additional air drying and more frequent drainage of air systems are necessary to prevent moisture from entering pneumatic and optical components. Temperature stability is equally important. Large temperature differences between day and night can cause slight mechanical deformation, affecting cutting accuracy. Maintaining a relatively stable workshop temperature helps ensure consistent performance.
Proper environmental management is often overlooked, yet it directly contributes to long-term machine stability.
10. Preventive Maintenance as a Cost-Control Strategy.
Many users view maintenance as an operational cost rather than an investment. In reality, preventive maintenance significantly reduces total ownership cost over the machine’s lifetime.
Regular inspection of lenses, mirrors, and gas paths prevents sudden failures that could halt production for hours or even days. Timely replacement of consumables costs far less than emergency repairs or production losses caused by unplanned downtime.
Establishing a maintenance log for each machine helps track service intervals, identify recurring issues, and optimize spare parts inventory. Over time, this data becomes a valuable reference for improving maintenance planning and budgeting.
11. Laser Cutting Safety Culture in Modern Manufacturing
Safety is not limited to protective equipment or warning signs. It is a mindset that must be embedded into daily operations.
Operators should develop the habit of checking protective covers, confirming gas connections, and verifying machine status before every shift. Supervisors should regularly review safety procedures and ensure compliance.
In facilities where laser cutting machines operate continuously, rotating shifts and fatigue management are also part of safety control. Tired operators are more likely to overlook critical steps or respond slowly to abnormal conditions.
A strong safety culture not only prevents accidents but also improves overall operational discipline.
12. Integrating Laser Cutting Machines into Smart Manufacturing With the advancement of Industry 4.0, laser cutting machines are increasingly integrated into digital production systems. Machine data such as operating hours, alarm history, and cutting parameters can be collected and analyzed to improve decision-making.. By connecting laser cutting machines to manufacturing execution systems (MES), enterprises can monitor equipment utilization, schedule maintenance proactively, and optimize production planning. Although not every factory requires full digital integration, even basic data tracking provides valuable insights that enhance productivity and equipment reliability. Conlusion.
Laser cutting machine operation is a systematic process that integrates correct procedures, process knowledge, maintenance discipline, and safety awareness. By following standardized startup and shutdown sequences, mastering cutting parameters, maintaining key components, and enforcing strict safety measures, manufacturers can significantly reduce failures, improve cutting quality, and extend equipment service life. For enterprises aiming at stable production and long-term competitiveness, standardized laser cutting operation is not only a technical requirement, but also a critical management strategy.
Laser cutting machine operation is far more than simply pressing the start button. It is a comprehensive system involving correct procedures, process understanding, disciplined maintenance, skilled operators, and strict safety management. .By mastering startup and shutdown routines, optimizing cutting parameters, selecting appropriate gases and nozzles, and maintaining critical components, manufacturers can achieve stable cutting quality and long-term operational reliability. In an increasingly competitive manufacturing environment, companies that standardize laser cutting operations and invest in operator training and preventive maintenance gain a clear advantage. Proper laser cutting machine operation is not only a technical requirement, but a strategic foundation for sustainable production. FAQ: Laser Cutting machine Operation Q1: Why is the startup sequence important for laser cutting machines?.
Correct startup prevents system errors, protects components, and ensures accurate axis positioning. Q2: How often should laser gas be replaced?, Laser gas should be replaced every 72 hours or immediately when the alarm appears.

Q3: What causes poor cutting quality most often?
Incorrect nozzle selection, improper focus position, and unstable gas pressure are common causes.
Q4: Is routine maintenance really necessary?.
Yes. Regular maintenance prevents unexpected downtime and extends machine lifespan.

Q5: What is the most important safety rule in laser cutting?
Never expose personnel to the laser beam and always follow gas and electrical safety procedures. 3/4. Q6: Why does cutting quality vary even with the same parameters?.
Environmental conditions, nozzle wear, lens contamination, and gas purity can all affect cutting results. Q7: How can I extend the service life of optical components?, Regular cleaning, stable environmental conditions, and avoiding unnecessary laser emission significantly extend optical component lifespan. Q8: Is higher laser power always better for cutting?, No. Excessive power can cause rough edges, burn marks, and unnecessary component wear. Optimal power depends on material and thickness.
Q9: How often should cutting parameters be reviewed? Parameters should be reviewed whenever material type, thickness, or batch requirements change, and periodically during long production runs., Q10: What is the biggest hidden risk in laser cutting operations? Neglecting routine maintenance and safety habits often leads to unexpected failures and safety incidents.. Accordion. Open links with Enter or Space, close with Escape, and navigate with Arrow Keys laser cutting machine operation Read more about Press Brake Maintenance and Repair.
Read more about Practical Methods for Press Brake Accuracy with Long Term Precision
laser cutting machine operation.
5. 安全および保護対策
レーザー切断の安全性は決して過小評価してはなりません。火災の危険を防ぐため、特に酸素システムの近くでの喫煙は固く禁じられています。.
レーザー発射前に、すべての作業員がビーム経路から離れていることを確認してください。外部光路を調整する際は、レーザー出力と露光時間を慎重に制御し、ビームが作業員に当たらないようにしてください。.
光学調整が完了したら、切断を再開する前にすべての保護カバーを取り付ける必要があります。ガスを交換する際は、まず高圧を解放し、その後すぐにガスボンベとレーザードアを閉める必要があります。活電回路との接触を避けるため、レーザー電気キャビネットを不用意に開けてはなりません。.
シャトルテーブルを使用する場合、安全条件が完全に確認されない限り、自動交換は推奨されません。交換前に切断ヘッドが上昇していることを確認し、プロセスを注意深く監視してください。異常が発生した場合は、直ちに停止してください。.
6. 一般的な切断問題と実践的な解決策
高度なレーザー切断装置を使用しても、オペレーターは製品の品質と生産効率に影響を与える切断欠陥に遭遇することがよくあります。これらの問題の根本原因を理解することで、ユーザーは迅速に修正し、不要なダウンタイムを回避できます。.
一般的な問題の1つは 下端の過剰なスラッグまたはドロス ワークピースの。これは通常、ガス圧不足、不適切なノズルサイズ、または焦点位置の不適切さに関連しています。安全な範囲内でアシストガス圧を上げ、厚い材料にはより大きなノズルを選択し、焦点をわずかに下方に調整することで、エッジの清浄度が向上することがよくあります。.
もう一つの頻繁な問題は 焼け跡または酸化, 、特に炭素鋼を酸素で切断する場合です。これは、過剰な切断速度、不安定な酸素圧、またはノズルのずれが原因で発生する可能性があります。切断速度をわずかに下げ、安定した酸素流量を確保することで、表面の外観を大幅に改善できます。.
窒素によるステンレス鋼の切断では、, 粗いエッジまたは不完全な 貫通 レーザー出力不足や不適切なピアシングパラメータが原因であることが多いです。このような場合、オペレーターはピアシング時間と圧力を最適化し、焦点位置が材料の厚さに合っていることを確認する必要があります。.
試行錯誤に頼るのではなく、切断欠陥を体系的に分析することで、オペレーターは生産品質を安定させ、材料の無駄を削減できます。.
7. さまざまな生産シナリオにおけるプロセス最適化
レーザー切断機は、板金加工から装置製造まで、さまざまな産業で広く使用されています。各生産シナリオでは、切断速度、精度、表面品質に対して異なる要求が課せられます。.
大量生産では、 大量生産, 、極端な切断速度よりも安定性と再現性が重要です。オペレーターは、予期せぬ中断を最小限に抑えるために、保守的なパラメータ設定、一貫したノズルメンテナンス、および定期的な検査を優先すべきです。.
カスタムまたは 小ロット生産, では、柔軟性が重要な要素となります。迅速なプログラム切り替え、正確なホーミング、および高速なノズルセンタリングにより、オペレーターは頻繁な注文変更に効率的に対応できます。これらのシナリオでは、デフォルトのパラメータライブラリにのみ頼るよりも、経験に基づいたパラメータの微調整の方が優れた結果をもたらすことがよくあります。.
切断時には、 . Industries such as shipbuilding, construction machinery, elevator manufacturing, and stainless steel processing benefit greatly from their performance stability and adaptability., 、熱制御が重要になります。過度な熱蓄積は、変形やエッジ品質の低下につながる可能性があります。適切なピアシング戦略、段階的な切断パス、および最適化されたガス流量を使用することで、寸法精度を維持するのに役立ちます。.
レーザー切断プロセスをさまざまな生産要求に適応させる方法を理解することで、メーカーは設備能力を最大限に活用できます。.
8. オペレーターのトレーニングとスキル開発の重要性
現代のレーザー切断機は高度に自動化されていますが、オペレーターのスキルは全体的なパフォーマンスにおいて決定的な要因であり続けます。機械はコマンドを正確に実行できますが、正しい判断を下すのはオペレーターに依存しています。.
新しいオペレーターは、以下を網羅する体系的なトレーニングを受けるべきです。
機械の起動とシャットダウン手順
基本的な切断パラメータのロジック
緊急時の対応とアラームの解釈
日常点検と清掃作業
一方、経験豊富なオペレーターは、切断音、火花の挙動、エッジの外観における微妙な変化を認識するなど、より深いプロセス理解を深めることに注力すべきです。これらの感覚的な手がかりは、アラームが発生する前にパラメータの逸脱やコンポーネントの摩耗を示すことがよくあります。.
オペレーターの継続的なトレーニングに投資する企業は、通常、故障が少なく、歩留まりが高く、機器の寿命が長くなります。.

9. 環境管理と作業場の条件
稼働環境は、レーザー切断機の性能に大きな影響を与えます。過度の粉塵、湿度、または温度変動は、光学部品や電気システムに悪影響を及ぼす可能性があります。.
作業場は、湿度レベルを管理し、清潔な環境を維持する必要があります。湿度の高い地域では、空気圧部品や光学部品への湿気の侵入を防ぐために、追加の空気乾燥とエアシステムのより頻繁な排水が必要です。.
温度の安定性も同様に重要です。昼夜の大きな温度差は、わずかな機械的変形を引き起こし、切断精度に影響を与える可能性があります。比較的安定した作業場温度を維持することは、一貫した性能を確保するのに役立ちます。.
適切な環境管理はしばしば見過ごされがちですが、機械の長期的な安定性に直接貢献します。.
10. コスト管理戦略としての予防保全
多くのユーザーは、メンテナンスを投資ではなく運用コストと見なしています。実際には、予防保全は機械の寿命全体にわたる総所有コストを大幅に削減します。.
レンズ、ミラー、ガス経路の定期的な点検は、数時間から数日間生産を停止させる可能性のある突然の故障を防ぎます。消耗品のタイムリーな交換は、緊急修理や予期せぬダウンタイムによる生産損失よりもはるかに費用がかかりません。.
各機械のメンテナンスログを作成することは、サービス間隔を追跡し、繰り返しの問題を特定し、スペアパーツの在庫を最適化するのに役立ちます。時間が経つにつれて、このデータはメンテナンス計画と予算編成を改善するための貴重な参考資料となります。.
11. 現代の製造業におけるレーザー切断の安全文化
安全は保護具や警告標識に限定されるものではありません。それは日常業務に組み込まれるべき考え方です。.
オペレーターは、各シフト前に保護カバーの確認、ガス接続の確認、機械の状態の検証を習慣にするべきです。監督者は定期的に安全手順を見直し、順守を徹底する必要があります。.
レーザー切断機が連続稼働する施設では、交代勤務と疲労管理も安全管理の一部です。疲労したオペレーターは、重要な手順を見落としたり、異常な状態への対応が遅れたりする可能性が高くなります。.
強固な安全文化は、事故を防止するだけでなく、全体的な運用規律も向上させます。.
12. レーザー切断機をスマートマニュファクチャリングに統合する
インダストリー4.0の進展に伴い、レーザー切断機はデジタル生産システムにますます統合されています。稼働時間、アラーム履歴、切断パラメータなどの機械データは収集・分析され、意思決定の改善に役立てられます。.
レーザー切断機を製造実行システム(MES)に接続することで、企業は設備稼働率を監視し、予防保全を計画し、生産計画を最適化することができます。.
すべての工場が完全なデジタル統合を必要とするわけではありませんが、基本的なデータ追跡だけでも、生産性と設備信頼性を向上させる貴重な洞察が得られます。.
結論
レーザー切断機の操作は、正しい手順、プロセス知識、保守規律、安全意識を統合する体系的なプロセスです。標準化された起動・停止シーケンスに従い、切断パラメータを習得し、主要コンポーネントを保守し、厳格な安全対策を講じることで、メーカーは故障を大幅に削減し、切断品質を向上させ、設備の耐用年数を延ばすことができます。.
安定した生産と長期的な競争力を目指す企業にとって、標準化されたレーザー切断操作は、技術的な要件であるだけでなく、重要な経営戦略でもあります。.
レーザー切断機の操作は、単にスタートボタンを押すだけではありません。それは、正しい手順、プロセス理解、規律あるメンテナンス、熟練したオペレーター、そして厳格な安全管理を含む包括的なシステムです。.
起動・停止ルーチンを習得し、切断パラメータを最適化し、適切なガスとノズルを選択し、重要なコンポーネントを保守することで、メーカーは安定した切断品質と長期的な運用信頼性を達成できます。.
競争が激化する製造環境において、レーザー切断操作を標準化し、オペレーターのトレーニングと予防保全に投資する企業は、明確な優位性を獲得します。適切なレーザー切断機の操作は、技術的な要件であるだけでなく、持続可能な生産のための戦略的基盤です。.
FAQ: レーザー切断機の操作
Q1: レーザー切断機にとって起動シーケンスが重要なのはなぜですか?
Correct startup prevents system errors, protects components, and ensures accurate axis positioning.
Q2: How often should laser gas be replaced?
Laser gas should be replaced every 72 hours or immediately when the alarm appears.
Q3: What causes poor cutting quality most often?
Incorrect nozzle selection, improper focus position, and unstable gas pressure are common causes.
Q4: Is routine maintenance really necessary?
Yes. Regular maintenance prevents unexpected downtime and extends machine lifespan.
Q5: What is the most important safety rule in laser cutting?
Never expose personnel to the laser beam and always follow gas and electrical safety procedures.
Q6: Why does cutting quality vary even with the same parameters?
Environmental conditions, nozzle wear, lens contamination, and gas purity can all affect cutting results.
Q7: How can I extend the service life of optical components?
Regular cleaning, stable environmental conditions, and avoiding unnecessary laser emission significantly extend optical component lifespan.
Q8: Is higher laser power always better for cutting?
No. Excessive power can cause rough edges, burn marks, and unnecessary component wear. Optimal power depends on material and thickness.
Q9: How often should cutting parameters be reviewed?
Parameters should be reviewed whenever material type, thickness, or batch requirements change, and periodically during long production runs.
Q10: What is the biggest hidden risk in laser cutting operations?
Neglecting routine maintenance and safety habits often leads to unexpected failures and safety incidents.

V-Grooving Machine
- Press Brake
- Laser Cutting Machine
- Shearing Machine
- Press Brake Safety Precautions: Complete Guide for Safe Operation and Maintenance
- Hydraulic Press Machine
- Read more about Practical Methods for Press Brake Accuracy with Long Term Precision
- Rolling Machine
- Ironworker
- Press Brake Tooling
- Machinery Accessories




