







Working Principle of Laser Cutting Machines and Their Differences from Plasma Cutting Machines
Cutting Efficiency, Low, suitable for thin and medium-thick plates. Low, suitable for cutting thin metal sheets. High efficiency., Applications.

Automotive, aerospace, shipbuilding, metal processing, 3D printing.
Mechanical manufacturing, metal processing.
Precision machining in industrial production.
Suitability
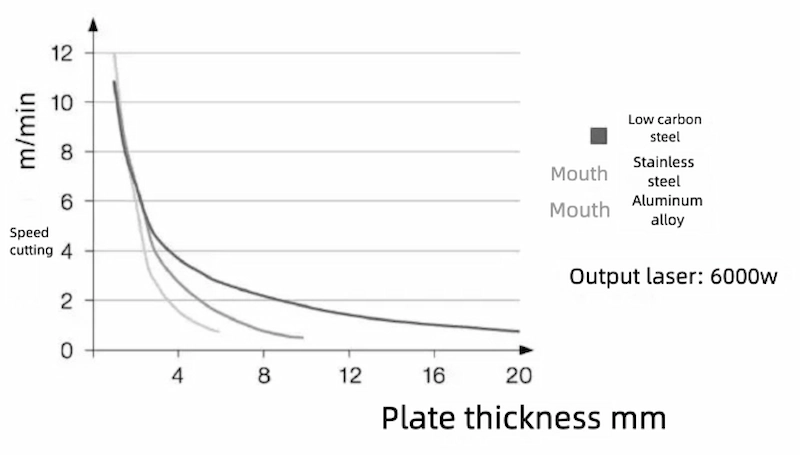
Oxygen cutting of low-carbon steel: mainly for thin and medium-thick metal plates; widely used in industrial oxygen cutting.
Widely used in metal processing for oxygen cutting.
Widely used in industrial oxygen cutting.
Notes
The Future of Laser Cutting.
Laser cutting’s precision, adaptability, and efficiency ensure its continued dominance in industrial applications. With advancements in fiber laser cutters and CNC cutting machines, the technology is poised for even broader adoption. From automotive to aerospace, laser cutting’s ability to handle diverse materials and complex designs makes it a vital tool for modern manufacturing.
How to Properly Install a Press Brake Machine.
Press Brake Safety Precautions: Complete Guide for Safe Operation and Maintenance
blog.
press brake machine
press brake safety
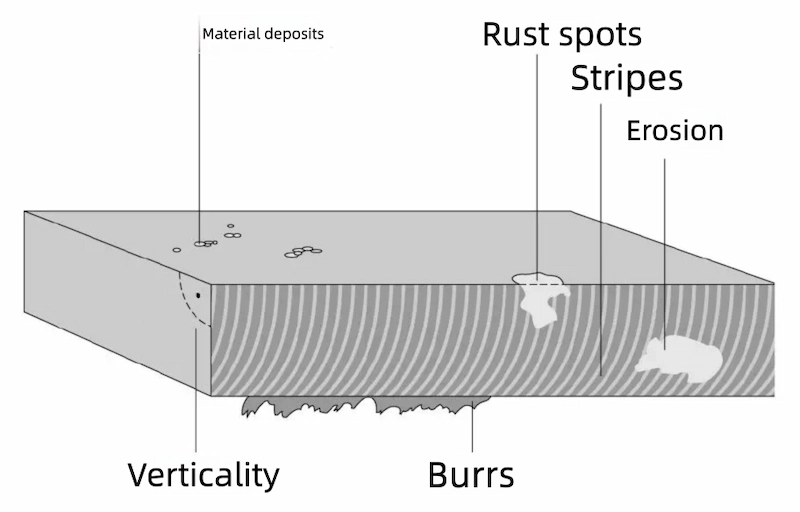
Visual Standards: Burr formation, depressions, and texture.
Measurable Standards: Perpendicularity, roughness, and kerf width, requiring specialized tools.
Additional Factors: Material deposition, corrosion, heat-affected zones, and deformation.
How Does Plasma Cutting Differ?Plasma cutting uses a high-temperature plasma arc, created by ionizing gas (e.g., nitrogen, argon, or oxygen) with an electric arc, to melt and cut materials. Unlike laser cutting, which relies on a focused light beam, plasma cutting is less precise but excels in cutting thicker metals (up to several inches) at lower costs.
Key Differences Between Laser and Plasma CuttingPrecision and Kerf Width.
Laser Cutting: Offers high precision with narrow kerfs (as small as 0.1 mm), ideal for intricate designs and thin materials.
Plasma Cutting: Produces wider kerfs (1–2 mm), less suited for detailed work but effective for thicker materials.

Material Versatility: Cuts a wide range of materials, including metals, plastics, wood, and ceramics, with minimal thermal distortion.
: Primarily used for conductive metals (e.g., steel, aluminum), less effective for non-metals.: Faster for thin materials (<10 mm) due to precise energy delivery.
: Faster for thicker materials (>10 mm) due to high heat output.
Cost and Maintenance
: Higher initial investment and maintenance costs (e.g., for fiber laser cutters or CNC cutting machines).
: Lower equipment and operational costs, making it more economical for heavy-duty applications.Edge Quality and Heat-Affected Zone (HAZ).
: Produces smoother edges with minimal HAZ, reducing post-processing needs.: Results in rougher edges and larger HAZ, often requiring additional finishing.
CategoryFlame cutting.
Melt cutting
Gas cutting.
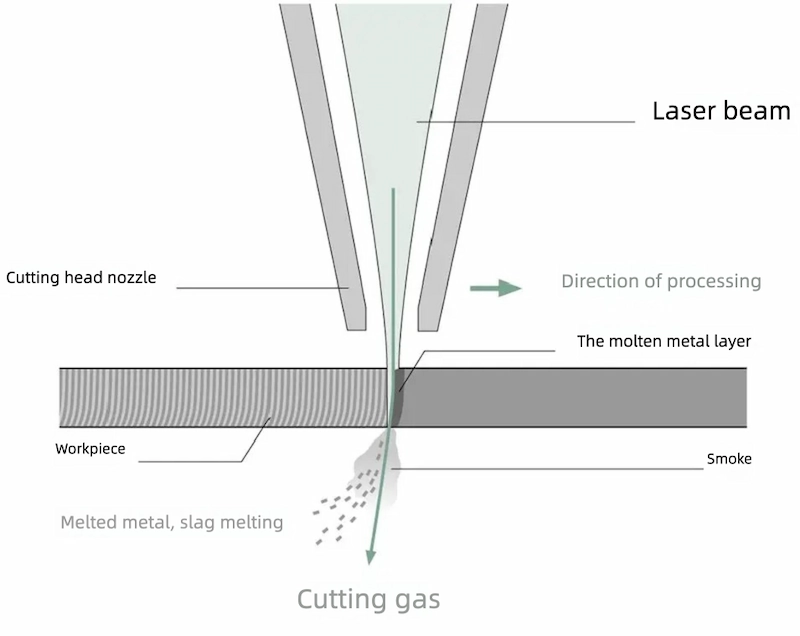
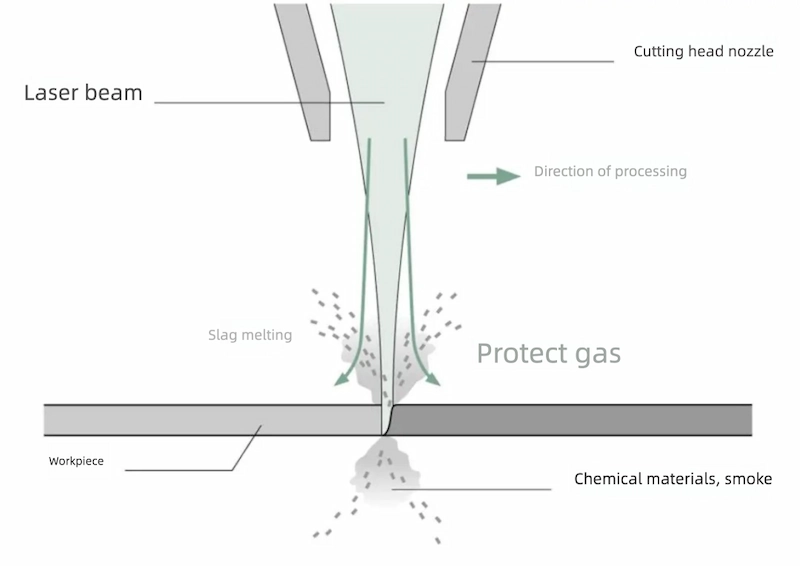
The laser beam heats the metal to its melting point, and the laser energy cuts through the metal with a high-pressure gas stream, resulting in smooth edges without burrs.
Gas (oxygen) reacts with the metal being cut (combustion), and the released energy melts and blows away the metal.
Pure thermal effect, where the gas laser beam heats the metal to melting or evaporation.Materials Used.
CO₂ laser, solid-state laserCO₂ laser, gas laser.
Three-phase imaging light
Pure thermal effect, where the gas laser beam heats the metal to melting or evaporation.Mainly used for precision cutting of metal and non-metal materials, suitable for thin and medium-thick plates.
CO₂ laser, solid-state laserMetals, titanium alloys, nickel-based alloys, copper, etc.
Plasma Cutting
Pure thermal effect, where the gas laser beam heats the metal to melting or evaporation.0.01–0.04 mm.
CO₂ laser, solid-state laserBurr formation, cut surface perpendicularity, roughness, cut edge collapse, cut width, kind perpendicularity, cut surface roughness.
Burr formation, cut surface perpendicularity, roughness, cut edge collapse, cut width, cut perpendicularity, cut surface roughness.
Pure thermal effect, where the gas laser beam heats the metal to melting or evaporation.Low, suitable for thin and medium-thick plates.
CO₂ laser, solid-state laserHigh efficiency.
Automotive, aerospace, shipbuilding, metal processing, 3D printing.
Pure thermal effect, where the gas laser beam heats the metal to melting or evaporation.Precision machining in industrial production.
CO₂ laser, solid-state laserOxygen cutting of low-carbon steel: mainly for thin and medium-thick metal plates; widely used in industrial oxygen cutting.
Widely used in metal processing for oxygen cutting. | Widely used in industrial oxygen cutting. | Notes | The Future of Laser Cutting |
Interface: Touch-screen CNC systems with 3D visualization simplify programming. | Read more about Principle and Function of Press Brake Safety Protection System. | Read more about Press Brake Maintenance and Repair. | Read more about Practical Methods for Press Brake Accuracy with Long Term Precision. |
Read more about Practical Guidance For Press Brake Operation | Read more about How to Properly Install a Press Brake Machine | CO₂レーザー、ガスレーザー | 三相イメージングライト |
適用範囲 | 主に金属および非金属材料の精密切断に使用され、薄板から中厚板に適しています。. | 主に低炭素鋼、ステンレス鋼、アルミニウム合金、その他の金属材料の切断に使用されます。. | 金属、チタン合金、ニッケル基合金、銅など。. |
熱影響部幅 | 0.1~0.5 mm | 0.1~0.5 mm | 0.01~0.04 mm |
典型的な品質評価基準 | バリの発生、切断面の垂直度、粗さ、切断エッジの崩壊、切断幅、種類垂直度、切断面の粗さ。. | バリの発生、切断面の垂直度、粗さ、切断エッジの崩壊、切断幅、切断垂直度、切断面の粗さ。. | バリの発生、切断面の垂直度、粗さ、切断エッジの崩壊、切断幅、切断垂直度、切断面の粗さ。. |
切断効率 | 低い、薄板から中厚板に適しています。. | 低い、薄い金属板の切断に適しています。. | 高効率。. |
Low maintenance minimizes downtime and costs. | 自動車、航空宇宙、造船、金属加工、3Dプリンティング。. | 機械製造、金属加工。. | 産業生産における精密機械加工。. |
適合性 | 低炭素鋼の酸素切断:主に薄板および中厚板の金属板に;産業用酸素切断で広く使用されています。. | 金属加工における酸素切断で広く使用されています。. | 産業用酸素切断で広く使用されています。. |
注記 | 低炭素鋼の酸素切断:主に薄板および中厚板の金属板に;産業用酸素切断で広く使用されています。. | 金属加工における酸素切断で広く使用されています。. | 産業用酸素切断で広く使用されています。. |
レーザー切断の未来
レーザー切断の精度、適応性、効率性は、産業用途におけるその優位性を確実なものにしています。ファイバーレーザーカッターやCNC切断機の進歩により、この技術はさらに広範な採用に向けて準備が整っています。自動車から航空宇宙まで、レーザー切断が多様な材料や複雑な設計に対応できる能力は、現代の製造業にとって不可欠なツールとなっています。.

V-Grooving Machine
- Press Brake
- Laser Cutting Machine
- Shearing Machine
- Press Brake Safety Precautions: Complete Guide for Safe Operation and Maintenance
- Hydraulic Press Machine
- Read more about Practical Methods for Press Brake Accuracy with Long Term Precision
- Rolling Machine
- Ironworker
- Press Brake Tooling
- Machinery Accessories




