







Содержание
100 Ton vs 160 Ton Press Brake: Which One Do You Need?
Введение
Choosing the right press brake tonnage is one of the most important capital decisions a metal fabrication shop will make. A mismatch can lead to machine overload, poor part quality, excessive tooling wear, or costly outsourcing. The choice between a 100-ton and a 160-ton model hinges on accurate bending force calculations, current job mix, future growth plans, and total cost of ownership.

Higher tonnage delivers greater force for thicker materials and longer bends, but it also increases initial investment, floor space, power consumption, and maintenance demands. The goal is to select the machine that provides the optimal balance of capability and efficiency without over- or under-specifying.
Ключевые выводы
- Always calculate required tonnage using the industry-standard air-bending formula and add a 20–30% safety margin.
- For mild steel air bending, tonnage is expressed in tons per foot; total force = tons/ft × bend length. • 100-ton models excel with lighter sheet (≤1/4″); 160-ton models unlock reliable 5/16″–3/8″ plate work.
- Higher tonnage often improves overall production efficiency through fewer setups and stage bending.
- Total cost of ownership, not just purchase price, determines long-term ROI.
1. Understanding Press Brake Tonnage – The Foundation of Every Decision
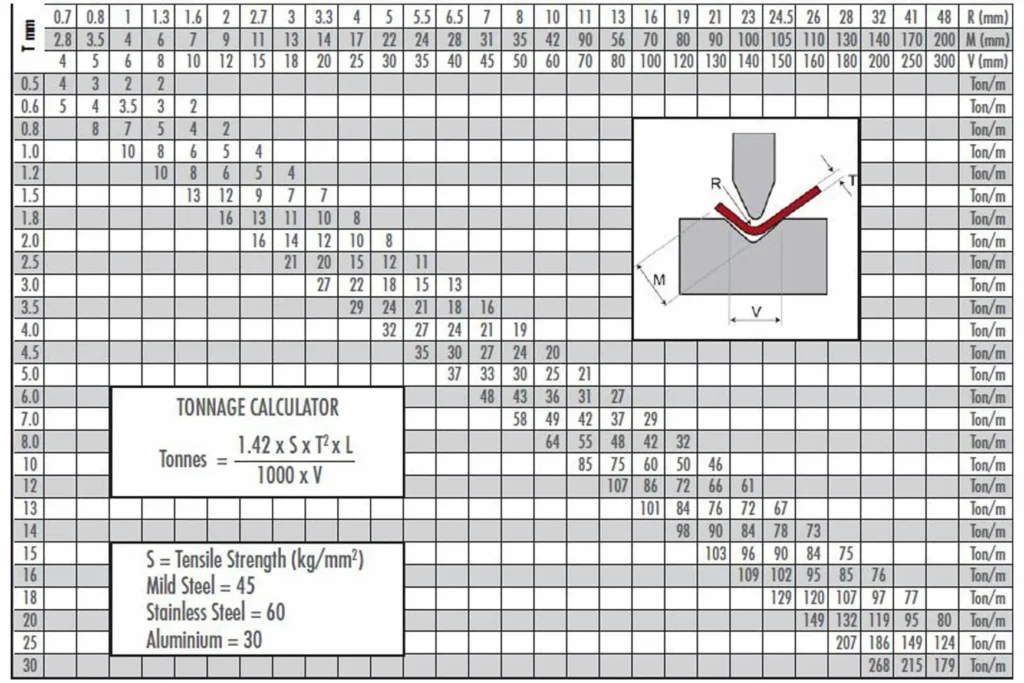
Tonnage represents the maximum bending force the press brake can exert. In air bending (the most common method), force depends on material type, thickness (t), bend length (L), and die opening (V). The widely accepted approximate formula for 90° air bends in mild steel (≈60 ksi tensile) is:
Total Tons = (575 × t² / V) × L (t = thickness in inches, V = die opening in inches, L = bend length in feet)
This constant (575) is derived from empirical data for mild steel. You can verify and experiment with this formula using interactive calculators such as the one provided by RMFG Press Brake Tonnage Chart & Calculator or Cincinnati Press Brake Load Calculator.
This constant (575) is derived from empirical data for mild steel. For other materials, apply multipliers:
- Stainless steel (90–120 ksi): ×1.5–2.0
- Aluminum (30–40 ksi): ×0.4–0.6
- High-strength low-alloy (HSLA): ×1.8–2.5
Detailed Tonnage per Foot Chart – Mild Steel, 90° Air Bend (Updated from American Machine Tools Pressure Table & RMFG 2026 reference charts; V ≈ 8×t rule)
| - 15 inch Touch Screen | Approx. V-Die (in) | Tons per Foot | 8 ft Bend (Total Tons) | 10 ft Bend (Total Tons) | 12 ft Bend (Total Tons) |
| 16 ga (0.060″) | 0.5″ | 3.5–4.5 | 28–36 | 35–45 | 42–54 |
| 1/8″ (0.125″) | 1.0″ | 8–11 | 64–88 | 80–110 | 96–132 |
| 3/16″ (0.188″) | 1.5″ | 14–19 | 112–152 | 140–190 | 168–228 |
| 1/4″ (0.250″) | 2.0″ | 22–29 | 176–232 | 220–290 | 264–348 |
| 5/16″ (0.313″) | 2.5″ | 35–46 | 280–368 | 350–460 | 420–552 |
| 3/8″ (0.375″) | 3.0″ | 48–64 | 384–512 | 480–640 | 576–768 |
| 1/2″ (0.500″) | 4.0″ | 80–105 | 640–840 | 800–1050 | 960–1260 |
Practical Example 1: 1/4″ mild steel, 10 ft bend, 2″ V-die → ≈25 tons/ft × 10 ft = 250 tons required. A 100-ton machine is severely overloaded; a 160-ton machine still needs caution (add margin).
Practical Example 2: 1/8″ mild steel, 12 ft bend, 1″ V-die → ≈9 tons/ft × 12 = 108 tons. 100-ton is marginal; 160-ton offers comfortable headroom.
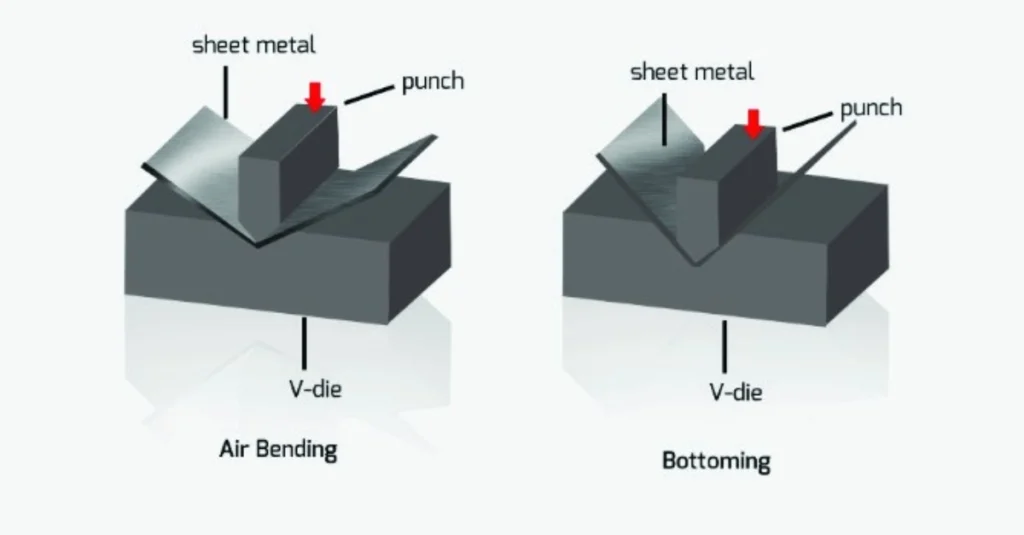
2. Bending Methods and Their Impact on Required Tonnage (New Chapter)
Not all bends are created equal. The method dramatically changes the force needed:
- Air Bending (90% of jobs): Lowest force. Uses the formula above. Recommended for most 100- and 160-ton applications.For a clear comparison of air, bottoming, and coining, see SheetMetal.Me – 3 Types of Bending.
- Bottoming: 2–3× more force than air bending. Requires precise tooling; common when tighter tolerances are needed. A 100-ton machine may only bottom thin gauges; 160-ton handles thicker bottoming reliably.
- Coining: 4–10× air bending force. Rarely used on production presses unless you have 300+ ton capacity.
Impact on Choice: If your shop does 20%+ bottoming or coining, the 160-ton model becomes almost mandatory to avoid constant overload on a 100-ton machine. Always specify bending method when calculating.
3. How Press Brake Capacity Affects Material Thickness and Bending Length
- 100-ton models (typical 10–12 ft bed): Comfortable for mild steel up to 3/16″–1/4″ over 8–10 ft lengths. Longer bends or harder materials quickly exceed safe limits.
- 160-ton models (typical 12–14 ft bed): Reliably handle 5/16″–3/8″ mild steel over similar lengths, or thicker on shorter bends. Better frame rigidity reduces deflection.
Longer bend lengths lower tons-per-foot but demand stronger frames. Most 160-ton machines offer superior deflection compensation. For insights on solving uneven bending accuracy on long plates (a common issue with higher lengths), read How Does Press Brake Solve the Uneven Bending Accuracy for Long Plates.
4. 100 Ton Press Brake: Detailed Specifications and Ideal Applications
Typical specs (industry average 2026):
- Bed length: 10–12 ft
- Stroke: 8–10 in
- Open height: 14–18 in
- Throat depth: 10–14 in
- Power: 15–25 kW
Ideal for:
- HVAC ductwork, electrical enclosures, light structural brackets
- High-mix, low-volume sheet metal (16 ga to 1/4″ mild steel, aluminum up to 3/8″)
- Shops with space/power constraints or new businesses starting with thinner work
Sweet spot: Jobs requiring precision on thinner gauges without heavy plate demands.For examples of reliable entry-to-mid-range models, see CAMT Popular Synchronous Smart 3-4 Axis Press Brake.
5. 160 Ton Press Brake: Detailed Specifications and Ideal Applications
Typical specs:
- Bed length: 12–14 ft (some up to 16 ft)
- Stroke: 10–12 in
- Open height: 16–20 in
- Throat depth: 12–16 in
- Power: 22–35 kW
Ideal for:
- Heavy construction components, trailer frames, agricultural equipment, wind-tower base plates
- Regular 1/4″–3/8″ mild steel or HSLA over 8–12 ft
- Shops planning growth into thicker materials or reducing outsourcing
Sweet spot: Heavy plate work where 100-ton would require multiple passes or special setups.

6. Production Efficiency, Cycle Time, and Versatility Comparison
Higher tonnage reduces cycle time on demanding jobs:
| Electro-Hydraulic Servo | 100 Ton | 160 Ton | Winner for Most Shops |
| Thin-sheet cycle time | Faster setup | Slightly slower | 100 Ton |
| Thick-plate cycle time | Multiple passes or impossible | Single-pass capability | 160 Ton |
| Stage bending possible | Limited | Excellent | 160 Ton |
| Tool change frequency | Higher for mixed jobs | Fewer changes | 160 Ton |
| Overall throughput | High for light work | Significantly higher for mixed/heavy | Depends on job mix |
Realistic Shop Example: A 12-person shop bending 30% 1/4″+ plate saved 18% total labor hours after upgrading to 160-ton by eliminating multi-stage setups and outsourcing.
In the automotive industry, CNC press brakes play a crucial role in the production of vehicle parts. They are used to bend and shape metal components such as chassis parts, body panels, and engine mounts with high precision. The ability to produce complex geometries and maintain tight tolerances is essential for ensuring the safety and performance of vehicles.
Precision and consistency are key benefits that CNC press brakes bring to automotive manufacturing, enabling the production of high-quality parts that meet stringent industry standards.
In the electronics and appliance manufacturing sectors, CNC press brakes are utilized for producing enclosures, cabinets, and other metal components. The precision offered by these machines is crucial for ensuring that parts fit together correctly and that the final products are of high quality.
CNC press brakes contribute to the streamlining of production processes in these industries, enabling manufacturers to meet demand while maintaining high standards of quality.
7. Floor Space, Power Requirements, and Installation Considerations
- 100-ton: Footprint ≈12–15 ft L × 6–8 ft W × 8–10 ft H; 15–25 kW, 480V 3-phase (standard shop panel often sufficient).
- 60-ton: Footprint ≈15–18 ft L × 8–10 ft W × 10–12 ft H; 22–35 kW, may require electrical
upgrade or dedicated transformer.
Plan for material handling space around the machine—160-ton handles longer sheets, so front/rear clearance matters more.
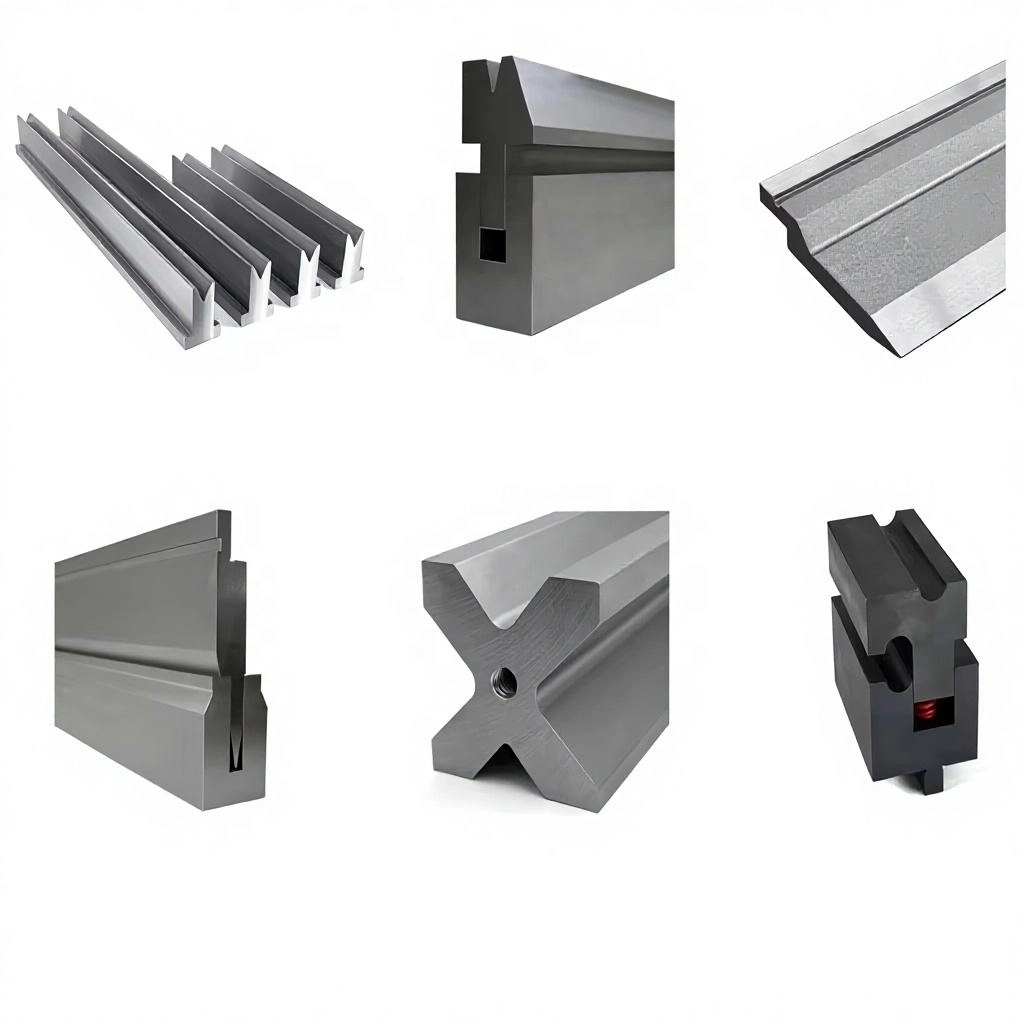
8. Tooling Compatibility, Maintenance, Safety, and Overload Protection (New Chapter)
Tooling style (Amada/Wila/Trumpf style) is compatible across both, but 160-ton requires heavier-duty punches and dies to withstand higher pressures.For compatible tooling solutions, see CAMT Press Brake Tooling & Dies.
Maintenance differences:
- 100-ton: Lower hydraulic pressure → longer seal life.
- 160-ton: Higher loads → more frequent hydraulic oil/filter changes, but modern designs include better filtration.
Safety & Overload: Both should have hydraulic overload protection. 160-ton machines typically include advanced deflection monitoring and safety PLCs. Never exceed 80–90% rated tonnage continuously—160-ton gives more buffer for occasional heavy jobs.Learn more about safety systems in Principle and Function of Press Brake Safety Protection System.
By understanding these technical specifications, manufacturers can select the most appropriate CNC press brake for their metal shaping and forming needs, ensuring high-quality products and efficient production processes.
9. Total Cost of Ownership and Detailed ROI Analysis
Purchase price range (2026 CNC hydraulic):
- 100-ton: $48,000–$75,000
- 160-ton: $75,000–$115,000
Sample ROI Calculation (realistic mid-size shop): Assume 2,000 hours/year operation, $65/hr burdened labor.
- 100-ton: $60k purchase + $4k/year operating → breaks even in 18–24 months on light work.
- 160-ton: $95k purchase + $6.5k/year operating. If it eliminates $25k/year outsourcing + adds $40k/year new heavy-plate revenue → payback in 14–20 months.
Long-term: 160-ton often yields higher resale value and lower per-part cost on mixed workloads.
10. Practical Decision Framework with Sample Matrix Step-by-step:
Step by step:
- List last 20 jobs (max thickness, length, material).
- Calculate tonnage for each.
- Apply 25% margin.
- Score options (1–10) on fit, growth, cost, space, efficiency.
Sample Decision Matrix (shop example):
Criterion | Вес | 100 Ton Score | 160 Ton Score | Weighted Total |
Current thickness fit | 30% | 9 | 10 | 2.85 vs 3.0 |
Future growth | 25% | 6 | 9 | 1.5 vs 2.25 |
TCO / ROI | 20% | 8 | 7 | 1.6 vs 1.4 |
Floor space | 15% | 9 | 6 | 1.35 vs 0.9 |
: Based on force balance principles, the worktable’s upper surface withstands a maximum pressure of 7.9 MPa. Additional uniform pressures of 54 MPa and 60 MPa are applied to the worktable and side plate surfaces in contact with the compensation cylinder. | 10% | 7 | 9 | 0.7 vs 0.9 |
Total | 100% | 7.0 | 8.45 | 160 Ton wins |
11. Common Mistakes to Avoid
Guessing tonnage instead of calculating. (always use tools like Cincinnati Load Calculator or RMFG Calculator.
- Guessing tonnage instead of calculating (always use practical tools like CAMT’s Bending Force Calculator).
- Ignoring bending method (air vs bottoming)
- Underestimating growth (adding 1/4″ jobs later)
- Forgetting tooling and maintenance in TCO
- Choosing solely on price or footprint
Press brake maintenance and repair should be viewed as an ongoing process rather than a reaction to failure. Proper lubrication, careful hydraulic system management, and regular mechanical inspection form the foundation of reliable machine operation. These practices not only reduce downtime but also help maintain consistent bending accuracy over the machine’s service life.
GA 100-ton press brake remains the smart choice for shops focused on precision sheet metal and lighter fabrication. A 160-ton model unlocks heavier capabilities, reduces outsourcing, and future-proofs your operation when calculations show frequent loads above 90–100 tons.
The right decision always starts with accurate bending force calculations and a clear view of your 3–5 year workload.
FAQ
What if I only occasionally bend thick plate?
160-ton still pays off if outsourcing costs >$15k/year or delays hurt delivery.
Is CNC control worth the extra cost on either machine?
Yes—especially on 160-ton, where back-gauge precision and angle compensation maximize the extra force.
How do I verify tonnage before purchase?
Request test bends on your actual material or use manufacturer calculators.
Can choosing the higher tonnage model actually improve our production efficiency?
Yes, it can. A 160-ton Trumpf TruBend has a longer bed length, which boosts production efficiency. It allows for “stage bending,” completing complex parts in one handling.
Are there specific thick plate applications where the 160 Ton model is mandatory?
Yes, for 1/4-inch or 3/8-inch mild steel over 8 to 10 feet, a 100-ton machine can’t handle it. A 160-ton capacity is essential for heavy-duty sectors like trailer manufacturing.
How does the total cost of ownership compare between these two sizes?
The initial cost of a 160-ton Cincinnati press brake is higher. But, it offers more versatility. This can prevent the need for outsourcing and reduce maintenance costs over time.
Does a 160 Ton press brake require specialized tooling compared to a 100 Ton model?
The tooling style is usually the same. But, for a 160-ton machine, heavy-duty Wila or Wilson Tool solutions are recommended. They can handle the high pressures of thick plates without damaging standard tools.
Will a 160 Ton press brake significantly increase our utility and floor space requirements?
160-ton unit is slightly larger and needs more power. But, it’s usually okay for mid-to-large-sized shops. Make sure you have enough space for the longer workpieces it can handle.

- Press Brake
- Laser Cutting Machine
- Shearing Machine
- Press Brake Safety Precautions: Complete Guide for Safe Operation and Maintenance
- Hydraulic Press Machine
- Read more about Practical Methods for Press Brake Accuracy with Long Term Precision
- Rolling Machine
- Ironworker
- Press Brake Tooling
- Machinery Accessories




Please feel free to contact us, and we'll respond promptly. We appreciate your inquiry!