







CAMT Popular Model CNC Press Brake with Techmation Taiwan SCS700
Verfügbare Kapazitäten:
– Tonnage-Optionen: 110 Tonnen, 135 Tonnen und 160 Tonnen
– Biegelängen: Von 2,5 Metern bis zu 3,2 Metern
Fragen Sie noch heute nach Preisen für unsere fortschrittliche **Pro 4-Achsen CNC-Abkantpresse.
Hauptvorteile:
– Außergewöhnliches Preis-Leistungs-Verhältnis
– Ausgestattet mit der hochmodernen, benutzerfreundlichen Taiwan Techmation SCS700 2D Multi-Touch CNC-Steuerung
– Liefert überragende Teilegenauigkeit und Wiederholbarkeit für anspruchsvolle Anwendungen
Kontaktieren Sie uns für detaillierte Spezifikationen, Angebote und maßgeschneiderte Lösungen, die auf Ihre Fertigungsanforderungen zugeschnitten sind.
Description
Nichts macht mich glücklicher, als einen Kunden von Ohr zu Ohr lächeln zu sehen, nachdem er erfahren hat, wie präzise sein Umformprozess nun mit der Ergänzung seiner ACCURL CNC-Abkantpresse sein wird. Herzlichen Glückwunsch an unser neuestes Familienmitglied, das sich in Nebraska befindet.
Ihre GeniusPro 4-Achsen-Abkantpresse ist für 160 Tonnen ausgelegt und mit einer CNC-programmierbaren DA58T-Steuerung, einem ECO-Energiesparantrieb, CNC-Bombierung, DSP-Lasersicherheit, segmentierten Ober-/Unterwerkzeugen mit Schnellspannern und vielen anderen unglaublichen Funktionen ausgestattet, die bei unserem GeniusPro-Modell standardmäßig enthalten sind!
Sie können die heutige Arbeit nicht mit der Maschine von gestern erledigen. Kontaktieren Sie uns jetzt, um zu erfahren, wie Sie der Industrie voraus sein können

STANDARD AUSRÜSTUNG
Fortschrittliche CAMT 4+1 Achsen CNC-Abkantpresse – Technische Highlights
Steuerungssystem
– Hochmoderne Taiwan Techmation SCS700 CNC-Steuerung mit intuitiver 2D-Grafikoberfläche und Multi-Touch-Bedienung für verbesserte Programmiereffizienz und Bedienerkomfort.
Präzise Achsensteuerung
– Unabhängige Y1- und Y2-Achsen, angetrieben von hochpräzisen Bosch-Rexroth Proportional-Hydraulikventilen, die eine überragende Synchronisation und Biegegenauigkeit gewährleisten.
– Standard-Hinteranschlag: BGA-2 Konfiguration mit CNC-gesteuerter X-Achse (600 mm Verfahrweg) und R-Achse (200 mm Verfahrweg), plus manuellen Z1- und Z2-Achsen (motorisierte CNC Z1/Z2 optional).
Crowning System
– Mehrdirektionale CNC-motorisierte Keilbombierung für automatische, präzise Kompensation über die gesamte Biegelänge, die eine gleichbleibende Winkelgenauigkeit auch bei unterschiedlichen Materialeigenschaften und Längen liefert.
Hydraulik- und Antriebssystem
– Erstklassiger integrierter Hydraulikkreislauf mit Ventilblock, Pumpe und Proportionalventilen von TOP-Marken.
– Hocheffizienter Hauptservomotor in einem kompakten All-in-One-Design.
– Hybrid Servo ECO Antriebstechnologie für erhebliche Energieeinsparungen und reduzierte Betriebskosten ohne Leistungseinbußen.
Sicherheit und Ergonomie
– Vollständige Rückwandverkleidung mit Sicherheitslichtschranken der Kategorie IV.
– Verschiebbare vordere Blechauflagen für verbesserte Materialhandhabung.
– Integrierte LED-Beleuchtung vorne und hinten für optimale Sichtbarkeit im Arbeitsbereich.
Diese Konfiguration kombiniert modernste Steuerungstechnologie, Präzisionstechnik und energieeffizienten Betrieb, um den Anforderungen der modernen Großserien-Blechbearbeitung gerecht zu werden. Kontaktieren Sie uns für vollständige Spezifikationen und Anpassungsoptionen.
Technische Spezifikation
- Modell:HM-110T/3200-SCS700-4+1 Achse
- Nennkraft: 1100KN
- Workable Length: 3200mm
- Colomn Distance: 2700mm
- Throat Depth: 400mm
- Cylinder Stroke: 200mm
- Open Height: 490mm
- Die Setting Height: 585mm
- Mian Servo Motor: 12.4KW
- Oil Tank: 350L
- Fast Down Speed: 220mm/s
- Working Speed: 0-15mm/s
- Return Speed: 140mm/s
- Dimension: 3700*1780*2550mm
- Weight: Around 8000KG
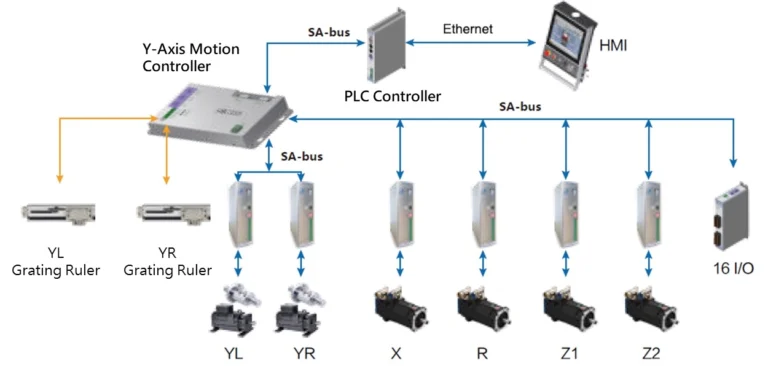
BGA Series BACK GAUGE FOR CNC PRESS BRAKE
1. Linux operating system which is safe, efficient and stable.
2. Standard IEC61131-3 PLC program, external IO, AD and DA expansion.
3. High speed SA-bus communication and CAN communication bus, ensuring control accuracy.
4. Specialized motion control card used in Y-axis with two-axis synchronization, high synchronization accuracy, fast response, stable speed, positioning and repetition accuracy reaches 0.005mm.
5. Standard six axis (Y1, Y2, X1, R1, Z1, Z2) , which can be expanded according to the models.
6. Smart setting of parameters, guiding quick and accurate commissioning.
7. A 12/15 inch industrial capacitive screen, which is more friendly and responsive.
8. Optional wattmeter, with digital communication and real-time energy consumption statistics.
9. Optional function of networking, Industry 4.0, remote diagnosis, remote monitoring and technical support.
FAQ
What is a CNC Press Brake?
A CNC Press Brake is a sheet metal bending machine controlled by a computer numerical control (CNC) system. It primarily uses a hydraulic or servo system to drive the upper die (ram) downward, pressing the metal sheet into the lower die (V-groove) to form the desired angle and shape. It is widely used in the sheet metal fabrication industry, such as for electrical cabinets, elevators, kitchenware, and other metal forming applications.
What is the working principle of a CNC Press Brake?
The CNC Press Brake employs hydraulic transmission or servo motor drive to move the ram up and down. Combined with grating scales and the CNC system, it forms a closed-loop control to achieve precise control of ram depth, back gauge position, and bending angle. During operation, parameters such as sheet thickness, material type, and bending angle are inputted. The system automatically calculates the required pressure and stroke, ensuring high bending accuracy and consistency.
How to select the lower die V-opening for a press brake?
Generally, select a V-opening that is approximately 8 times the sheet thickness. For example, when bending a 4mm thick sheet, a V-opening of about 32mm is recommended. This helps prevent sheet cracking or inaccurate bending angles. For harder materials or thicker sheets, the opening width can be adjusted accordingly, and test bends should be performed.
What to do if the bending angle on a CNC Press Brake is inaccurate?
Common causes include material springback, die wear, changes in the bottom dead center, loose grating scales, or proportional valve deviation. Solutions: Check for deviation in the crowning cylinder or loose quick clamps; adjust the system’s angle compensation function; replace worn dies or recalibrate the grating scales; for different materials, compensate for springback by over-bending (slightly bending beyond the target angle).
What are the daily maintenance precautions for a CNC Press Brake?
Regularly check the hydraulic oil quality and level, and replace filters; clean the guide rails and dies to prevent debris buildup; inspect grating scales and electrical connections for looseness; test the stroke before daily startup, ensuring sufficient clearance (at least sheet thickness) when the upper die descends; lower the ram to the bottom dead center when shutting down. Never perform maintenance while the machine is powered on, and strictly follow operating procedures to extend equipment lifespan.