







This bar chart displays statistics of various message types triggered during DA-Control operation. Only messages that were active during system runtime are recorded, including the following categories:
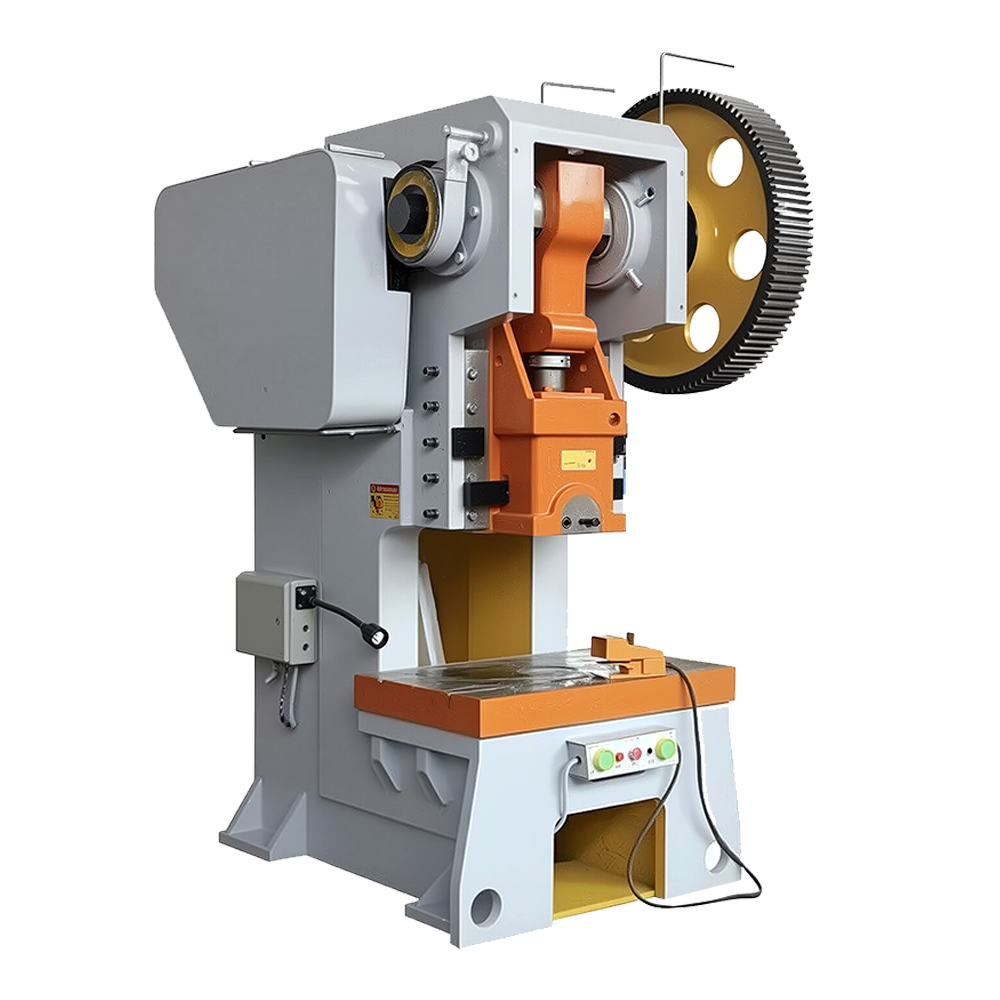
J21 Fixed Bench Punching Machine
This bar chart displays statistics of various message types triggered during DA-Control operation. Only messages that were active during system runtime are recorded, including the following categories:
J21 Fixed Bench Punching Machine
Die CAMT-Stanzmaschine ist eine hocheffiziente Industrieanlage, die mechanische Kraft nutzt, um über Matrizen Prozesse wie Stanzen, Umformen, Biegen und Tiefziehen an metallischen oder nichtmetallischen Materialien durchzuführen. Ihre Kernfunktionsprinzipien werden in mechanische (Kurbel-Schieber-Mechanismus) und hydraulische (Pascalsches Prinzip) unterteilt, wobei erstere für die Hochgeschwindigkeits-Massenproduktion (z. B. Stanzen elektronischer Komponenten) geeignet ist und letztere sich hervorragend für die langsame, hochpräzise Umformung (z. B. Tiefziehen von Automobilblechen) eignet.
Eine Standardpresse besteht aus einem Rahmen (C-Typ mit offenem Rücken oder gerader Seite), einem Antriebssystem (mechanische Kurbelwelle/Hydraulikzylinder) und einem intelligenten Steuerungssystem (SPS), das eine Präzision von bis zu ±0,01 mm und Geschwindigkeiten von bis zu 120 Hüben pro Minute erreicht.
Bekannt für ihre Effizienz (0,1 Sekunden Zykluszeit), Energieeinsparungen (Schwungrad-Energiespeicher reduziert den Verbrauch um 40%) und flexible Produktion (schneller Werkzeugwechsel), sind Pressen in der modernen Fertigung unverzichtbar und werden häufig in der Automobilindustrie (Türscharniere), Präzisionselektronik (Handyrahmen) und in neuen Energiesektoren (Batteriegehäuse) eingesetzt.
crowning system
crowning system
Robustes & einfaches Design
Hohe Produktivität
Betriebliche Flexibilität
Kostengünstig
CAMT Mechanisches Stanzen und Prägen
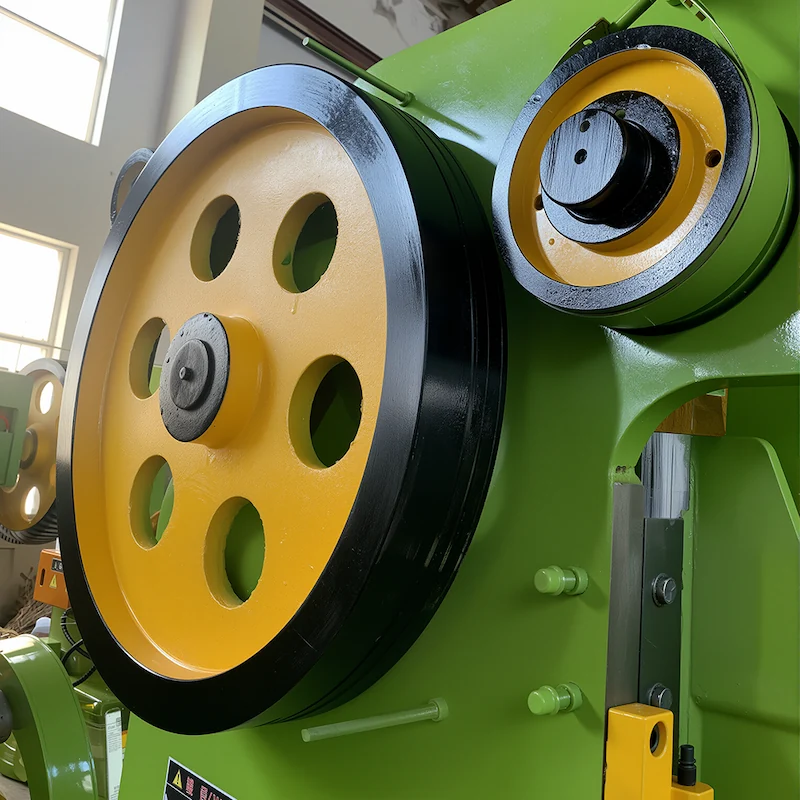
Kurbel-Schieber-Mechanismus zur Kraftübertragung
- Der Motor treibt das Schwungrad über eine Riemenscheibe an und speichert kinetische Energie. Die Kupplung greift ein, um die Bewegung auf die Kurbelwelle zu übertragen.
- Die Kurbelwelle wandelt die Drehbewegung in eine lineare Hin- und Herbewegung der Pleuelstange um, die den Stößel (Oberwerkzeug) vertikal bewegt.
- Der Stößel fährt abwärts, um Ober- und Unterwerkzeug zum Stanzen, Biegen oder Umformen zu schließen; beim Aufstieg wird er über eine Bremse und Rückstellfedern zurückgesetzt.
- Die Trägheit des Schwungrads gleicht Lastschwankungen aus und gewährleistet einen reibungslosen Betrieb.
CAMT Komponenten der Stanzmaschine
Wichtige mechanische Strukturkonfiguration
- C-Typ-Design mit offener Vorderseite für hohe Steifigkeit und einfachen Werkzeug-/Materialzugang.
- Kurbelwelle, Pleuelstange und Stößel bilden die Hauptantriebskette, wobei die Präzision die Stanzqualität direkt beeinflusst.
- Die Kupplung steuert die Stößelbewegung.
- Fußpedal- oder Tastenbedienung, mit optionalen photoelektrischen Sicherheitsvorrichtungen.
- Werkzeugschaftklemmung, Auswerfermechanismus (Ausstoß) und Schmierung


Stanzanwendung für Stanzmaschine
Y32-100
- Stanzen: Blechschneiden/Lochen (z.B. elektrische Gehäuse, Hardware).
- Umformen: Biegen/flaches Ziehen (z.B. Halterungen, Scharniere).
- Einpressen: Lager-/Buchsenmontage.
- Y32-500.
| Name | J23-10 | J23-16 | J23-25 | J23-40 | J23-63 | J23-80 | J21-100 | J21-125 | J21-160 | JH21-200 | JH21-250 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Nennkraft KN | 100 | 160 | 250 | 400 | 630 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 |
| Hub der Nennkraft mm | 2 | 2 | 3 | 5 | 5 | 6 | 6 | 8 | 8 | 12 | 14 |
| Hub des Stößels mm | 50 | 60 | 70 | 100 | 100 | 120 | 130 | 130 | 160 | 180 | 200 |
| Hubzahl Hübe/min | 130 | 110 | 60 | 55 | 50 | 45 | 43 | 35 | 28 | 28 | 28 |
| Einbauhöhe mm | 180 | 190 | 210 | 325 | 350 | 370 | 380 | 400 | 400 | 420 | 430 |
| Einbauhöhenverstellung mm | 35 | 40 | 50 | 65 | 80 | 90 | 100 | 110 | 120 | 120 | 130 |
| Abstand von Stößelmitte zum Rahmen mm | 130 | 150 | 180 | 250 | 260 | 275 | 310 | 340 | 390 | 390 | 390 |
| Abstand zwischen den Säulen mm | 140 | 160 | 230 | 270 | 310 | 410 | 520 | 560 | 580 | 680 | 700 |
| Lochgröße für Werkzeuggriff Durchmesser mm | 35 | 35 | 40 | 50 | 50 | 60 | 60 | 70 | 80 | 90 | 100 |
| Tiefe mm | 50 | 60 | 60 | 70 | 70 | 70 | 90 | 120 | 150 | 150 | 170 |
| Größe des Arbeitstisches Links-rechts mm | 360 | 440 | 500 | 680 | 720 | 750 | 900 | 930 | 1140 | 1390 | 1500 |
| Vorne-hinten mm | 240 | 270 | 320 | 460 | 480 | 530 | 630 | 630 | 740 | 820 | 900 |
| Lochdurchmesser für Stanzabfall mm | 80 | 100 | 130 | 150 | 160 | 180 | 180 | 200 | 200 | 220 | 250 |
| Tischplattendicke mm | 35 | 40 | 50 | 65 | 80 | 100 | 120 | 130 | 150 | 150 | 150 |
| Der maximale Neigungswinkel • | 35 | 35 | 30 | 30 | 20 | 20 | |||||
| Abmessungen Links-rechts mm | 680 | 730 | 920 | 1060 | 1130 | 1350 | 1480 | 1590 | 1855 | 2015 | 2340 |
| Vorne-hinten mm | 630 | 950 | 1180 | 1435 | 1480 | 1715 | 1815 | 1890 | 2045 | 2475 | 2675 |
| Höhe mm | 1658 | 1750 | 2040 | 2350 | 2450 | 2670 | 2750 | 2850 | 2920 | 3780 | 3850 |
| Leistung KW | 1.1 | 1.5 | 2.2 | 4 | 5.5 | 7.5 | 11 | 11 | 15 | 18.5 | 22 |
Soft stop mode
- Mechanischer Antrieb gewährleistet niedrige Ausfallraten und Wartungskosten im Vergleich zu hydraulischen Pressen.
- Schnelle Taktung (bis zu 120 Hübe/Min.) für die Massenproduktion.
- Offener Rahmen ermöglicht manuelle/halbautomatische Zuführung (kompatibel mit Zuführsystemen).
- Geringere Anschaffungskosten und Energieverbrauch (Schwungrad reduziert die Spitzenmotorlast).
