Laser Cutting Gas Role and Selection
CAMT laser cutting machines haben die Präzisionsfertigung revolutioniert und ermöglichen komplizierte Schnitte durch Materialien wie Metalle, Kunststoffe, Verbundwerkstoffe und sogar Keramiken mit unübertroffener Genauigkeit und Effizienz. Indem sie einen hochenergetischen Laserstrahl auf die Oberfläche eines Materials fokussieren, bewirken diese Maschinen, dass es verdampft, schmilzt oder seinen Zündpunkt erreicht, wodurch präzise Schnitte entstehen. Eine kritische, aber oft unterschätzte Komponente in diesem Prozess ist das Hilfsgas, das eine zentrale Rolle bei der Gewährleistung sauberer Schnitte, der Optimierung der Maschinenleistung und der Erzielung materialspezifischer Ergebnisse in Anwendungen von Laserschneidmaschinen, Faserlaserschneidern und CNC-Laserschneidmaschinen spielt. Dieser umfassende Leitfaden untersucht die vielfältigen Rollen von Hilfsgasen, bietet umsetzbare Erkenntnisse zur Auswahl des richtigen Laserschneidgases für verschiedene Materialien und Dicken und gibt praktische Tipps zur Maximierung Ihres Laserschneidprozesses, wobei häufige Benutzeranfragen zur Optimierung des Laserschneidmaschinengases beantwortet werden.

Die entscheidende Rolle von Hilfsgasen beim Laserschneiden
Hilfsgase sind die unbesungenen Helden des Laserschneidprozesses und beeinflussen direkt die Schnittqualität, Geschwindigkeit und Lebensdauer der Ausrüstung. Ob Sie einen Faserlaserschneider für das Hochgeschwindigkeits-Metallschneiden oder eine CNC-Laserschneidmaschine für komplexe Designs betreiben, die Wahl des Laserschneidmaschinengases ist von größter Bedeutung. Hilfsgase erfüllen drei Hauptfunktionen: Entfernen von geschmolzenem Material, Kühlen der Schneidzone und Steuern chemischer Reaktionen wie Oxidation. Diese Rollen gewährleisten nicht nur Präzision, sondern verbessern auch die Gesamteffizienz des Laserschneidprozesses. Lassen Sie uns jede Funktion genauer betrachten, um ihre Auswirkungen zu verstehen und die Benutzerabsicht derjenigen zu berücksichtigen, die ihre Schneidvorgänge optimieren möchten.
1. Entfernen von geschmolzenem Material für Präzisionsschnitte
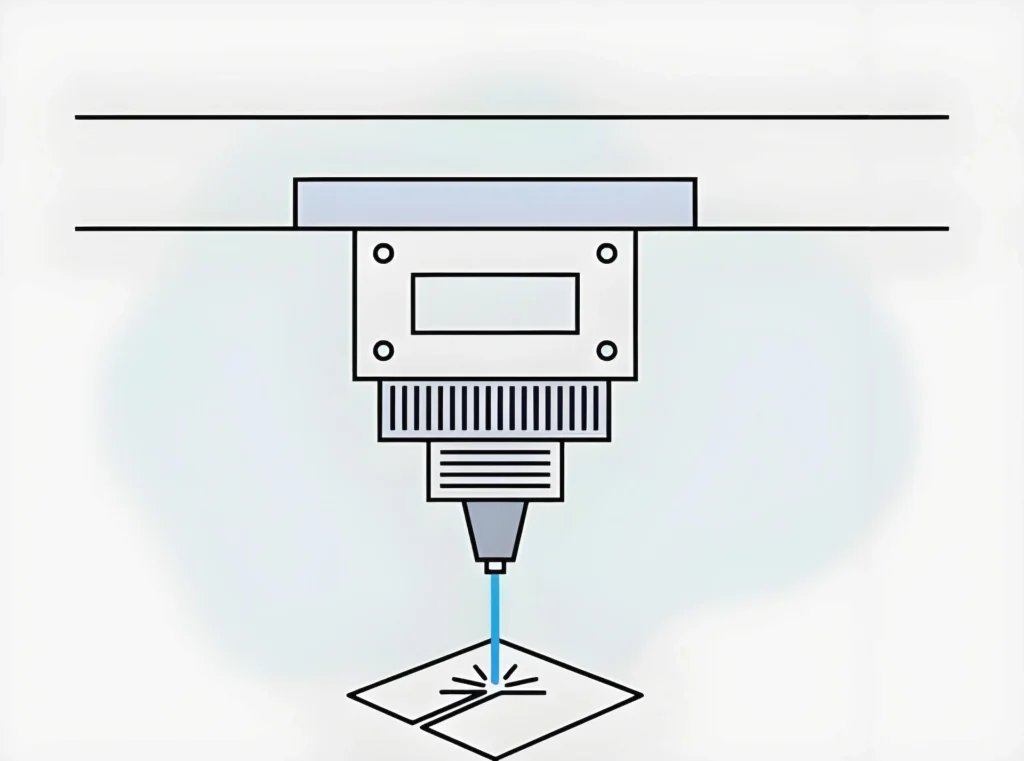
Wenn ein Laserstrahl auf ein Material trifft, erzeugt er geschmolzene Rückstände an der Schnittstelle. Ohne ordnungsgemäße Handhabung können diese Rückstände an den Schnittkanten haften bleiben, was zu rauen Oberflächen, ungleichmäßigen Schnitten oder sogar zu Beschädigungen des Werkstücks führen kann. Hilfsgase wie Sauerstoff, Stickstoff oder Druckluft werden mit präzisem Druck durch die Schneiddüse geleitet, um dieses geschmolzene Material wegzublasen, wodurch saubere, glatte Schnitte gewährleistet und die Prozesskontinuität aufrechterhalten wird.
Beim Schneiden von Kohlenstoffstahl wird beispielsweise häufig Sauerstoff verwendet, um geschmolzenes Material auszustoßen und gleichzeitig die Verbrennung zu fördern, was den Schneidprozess durch Wärmezufuhr mittels einer exothermen Reaktion beschleunigt. Im Gegensatz dazu wird Stickstoff für Edelstahl bevorzugt, um Oxidation zu verhindern und polierte, gratfreie Kanten zu erzielen. Die Wirksamkeit der Materialentfernung hängt von der Wahl des Laserschneidmaschinengases, seinem Druck (typischerweise 0,3–2 MPa) und der Durchflussrate ab, die je nach Materialdicke und Maschinenspezifikationen erheblich variieren kann. Die richtige Gasauswahl gewährleistet eine gleichbleibende Schnittqualität und beantwortet Benutzeranliegen hinsichtlich sauberer Kanten bei Faserlaserschneider-Anwendungen.
2. Kühlen der Schneidzone für erhöhte Genauigkeit
Die intensive Hitze, die beim Laserschneiden entsteht, kann zu thermischen Verformungen oder einer erweiterten Wärmeeinflusszone (WEZ) führen, was die Materialintegrität beeinträchtigen oder zu unpräzisen Schnitten führen kann. Hilfsgase sorgen für einen Kühleffekt, indem sie Wärme aus der Schneidzone ableiten, die WEZ minimieren und Verzug verhindern. Dies ist besonders kritisch für wärmeempfindliche Materialien wie Aluminium, dünnen Edelstahl oder nichtmetallische Substrate.
Stickstoff oder Druckluft werden häufig zur Kühlung beim Aluminium- oder Edelstahlschneiden verwendet, da diese Gase thermische Spannungen effektiv reduzieren. Zum Beispiel machen die inerten Eigenschaften von Stickstoff ihn ideal für die Aufrechterhaltung der Materialintegrität in hochpräzisen Anwendungen. Darüber hinaus ergänzen Laserkühler, wie die von S&A Chiller, Hilfsgase, indem sie die Innentemperatur der Laserschneidmaschine regulieren und so eine stabile Leistung während längerer Betriebszeiten gewährleisten. Diese Kombination aus Gaskühlung und Kühlerunterstützung ist für Benutzer von CNC-Laserschneidmaschinen unerlässlich, die eine hohe Genauigkeit und minimale Nachbearbeitung anstreben.
3. Steuerung der Oxidation für materialspezifische Ergebnisse
Hilfsgase spielen eine entscheidende Rolle bei der Steuerung chemischer Reaktionen, insbesondere der Oxidation, während des Laserschneidprozesses. Bei Kohlenstoffstahl wird Sauerstoff verwendet, um eine exotherme Reaktion zu fördern, die zusätzliche Wärme erzeugt, die das Schneiden beschleunigt, insbesondere bei dickeren Materialien. Die Sauerstoffreinheit ist jedoch entscheidend – typischerweise 99,5% oder höher –, um Verunreinigungen zu verhindern, die die Schnittqualität beeinträchtigen oder die Maschinenleistung beeinflussen könnten. Unreiner Sauerstoff kann zu Oberflächenoxidation oder inkonsistenten Schnitten führen, ein häufiges Problem für Benutzer von Faserlaserschneidern.
Im Gegensatz dazu erfordern Edelstahl, Aluminium und andere Nichteisenmetalle Stickstoff als Inertgas, um Oxidation zu verhindern, was zu sauberen, oxidfreien Kanten führt. Dies ist entscheidend für Branchen wie die Luft- und Raumfahrt, die Herstellung medizinischer Geräte oder die Lebensmittelverarbeitung, wo glatte, polierte Oberflächen unerlässlich sind. Für dickeren Edelstahl (8 mm oder mehr) ist ultrahochreiner Stickstoff (99,999%) erforderlich, um die Qualität unter Hochdruckbedingungen (bis zu 2 MPa oder höher) aufrechtzuerhalten. Die Wahl des Laserschneidmaschinengases beeinflusst somit direkt das endgültige Aussehen und die Funktionalität des Schnitts und erfüllt die Benutzeranforderungen für materialspezifische Ergebnisse.
So wählen Sie das richtige Hilfsgas für Ihre Laserschneidmaschine aus
Die Wahl des geeigneten Hilfsgases erfordert ein Abwägen von Materialart, Dicke, gewünschter Schnittqualität und Kostenüberlegungen. Im Folgenden untersuchen wir die Anwendungen von Sauerstoff, Stickstoff und Druckluft in Laserschneidmaschinen und bieten detaillierte Anleitungen, um die Suchabsicht der Benutzer zu berücksichtigen und die Leistung zu optimieren.
1. Sauerstoff: Die erste Wahl für das Schneiden von Kohlenstoffstahl
Sauerstoff ist das bevorzugte Hilfsgas für Kohlenstoffstahl, da es die Schnittgeschwindigkeit durch Oxidation erhöhen kann. Die exotherme Reaktion erzeugt zusätzliche Wärme, wodurch der Laser dickere Materialien effizienter schneiden kann. Hochreiner Sauerstoff (99,5% oder höher) ist unerlässlich, um saubere Schnitte zu gewährleisten und Verunreinigungen zu verhindern, die zu Oberflächenfehlern oder Maschinenproblemen führen können.
Low maintenance minimizes downtime and costs.: Ideal for carbon steel of varying thicknesses, from thin sheets to plates up to 22mm or more.
Pressure Requirements: Typically ranges from 0.3 to 0.8 MPa, with nozzle pressures of 0.02–0.05 MPa, depending on the machine and material thickness.
Flow Rates: For 22mm carbon steel, flow rates can reach 10 m³/h, including protective oxygen for dual-layer nozzles to shield the laser lens.
Cost: Oxygen is relatively cost-effective compared to nitrogen, making it a popular choice for high-volume carbon steel cutting.
Considerations: Impurities in oxygen can cause inconsistent cuts or surface oxidation, so a reliable, high-purity supply is critical for CNC laser cutting machine performance. Regular maintenance of gas delivery systems is essential to avoid contamination.
2. Nitrogen: Preferred for Stainless Steel and Non-Ferrous Metals
Nitrogen is the assist gas of choice for cutting stainless steel, aluminum, copper, brass, and other non-ferrous metals where oxidation must be avoided. As an inert gas, nitrogen prevents oxide formation, delivering clean, shiny edges that require minimal post-processing. However, nitrogen cutting often demands higher pressures and flow rates, especially for thicker materials, which can increase operational costs.
Low maintenance minimizes downtime and costs.: Recommended for stainless steel (8mm or thicker), aluminum, copper, and other non-ferrous metals requiring polished finishes.
Purity Requirements: For thick stainless steel (12mm or more), nitrogen purity should be 99.999% to ensure optimal edge quality.
Pressure Requirements: Cutting thick stainless steel may require pressures exceeding 1 MPa, sometimes reaching 2 MPa or higher for plates up to 20mm.
Flow Rates: Vary significantly by thickness—e.g., 150 m³/h for 12mm stainless steel, 50 m³/h or less for 3mm stainless steel.
Cost: Nitrogen is more expensive than oxygen due to its high purity and large volume requirements, particularly for thick materials.
Considerations: A consistent nitrogen supply is crucial to avoid interruptions, as high flow rates can deplete reserves quickly in fiber laser cutter operations. Users should invest in reliable gas storage and delivery systems.

3. Compressed Air: A Cost-Effective Alternative
Compressed air is an economical option for certain laser cutting applications, particularly when cost is a primary concern or when cutting thin materials. However, it requires rigorous filtration and drying to remove moisture, oil, and contaminants that could damage the laser cutting machine’s optics or degrade cut quality. Compressed air serves multiple functions, including acting as a cutting gas, powering clamping mechanisms, and cleaning the optical system.
Low maintenance minimizes downtime and costs.: Suitable for thin materials (e.g., <3mm steel or aluminum) or cost-sensitive operations where edge quality is less critical.
Processing Requirements: Filtered and dried compressed air is split into three streams:
Mixed with high-purity oxygen or nitrogen to form the cutting gas.
Powers clamping cylinders on the worktable for secure material positioning.
Cleans the optical system to ensure dust-free operation and protect laser lenses.
Cost: Compressed air is the most cost-effective assist gas, making it ideal for budget-conscious operations or small-scale workshops.
Considerations: A high-quality air compressor with advanced filtration is essential to prevent contamination of the laser’s protective lenses, which could compromise cut quality or damage the optical system in CNC laser cutting machine applications.

Practical Tips for Optimizing Assist Gas Selection
Match Gas to Material and Thickness: Select oxygen for carbon steel, nitrogen for stainless steel and non-ferrous metals, and compressed air for thin materials or cost-sensitive projects. For example, use nitrogen for 12mm stainless steel to achieve oxide-free edges, but switch to oxygen for 20mm carbon steel to leverage cost-effective oxidation.
Ensure Gas Purity and Supply: Maintain high-purity oxygen (99.5%+) and nitrogen (99.999% for thick stainless steel) to avoid quality issues. Invest in reliable gas suppliers or on-site gas generation systems to ensure uninterrupted supply.
Optimize Pressure and Flow Rates: Verify that your laser cutting machine’s nozzles and gas delivery system support the required pressure (e.g., 0.3–2 MPa) and flow rates (e.g., 10–150 m³/h) for your material and thickness. Consult your machine’s manual or manufacturers like Trumpf for specific settings.
Balance Costs: Compressed air is the cheapest option, but nitrogen costs can escalate for thick stainless steel. Use flow meters to monitor consumption and optimize expenses, especially in high-volume fiber laser cutter operations.
Support with Equipment: Equip your laser cutting machine with a high-quality air compressor and laser chiller (e.g., S&A Chiller) to maintain stable operation, protect optical components, and enhance cooling efficiency. Regular maintenance of these systems is critical to prevent downtime.
Advanced Considerations for Assist Gas Management
Gas Delivery System Maintenance: Regularly inspect gas lines, nozzles, and regulators for leaks or blockages. Contaminants like oil or water in the gas supply can damage the laser lens, leading to costly repairs. Use high-quality filtration systems for compressed air and ensure nitrogen and oxygen tanks are stored in controlled environments to maintain purity.
Nozzle Selection and Calibration: The nozzle design affects gas flow and pressure distribution. For example, double-layer nozzles are often used with oxygen to provide protective gas flow, reducing lens contamination. Calibrate nozzle settings based on material thickness and gas type, as recommended by manufacturers like Trumpf or Bystronic.
Integration with Automation: Modern CNC laser cutting machines often feature automated gas selection systems that adjust pressure and flow based on material and thickness. Explore machines with built-in gas management software to streamline operations and reduce manual errors.
Environmental and Safety Considerations: High-pressure gas systems require careful handling to prevent leaks or accidents. Ensure compliance with safety standards, such as those outlined by OSHA for gas storage and handling, and train operators on proper gas management protocols.
Enhancing Performance with Integrated Systems
Maximizing laser cutting machine performance requires integrating assist gas management with other critical systems, such as laser chillers. S&A Chillers, widely used in fiber laser cutter applications, maintain stable operating temperatures, preventing overheating and ensuring consistent laser output. This complements the cooling effects of assist gases, enhancing precision and extending machine lifespan. For example, a well-maintained chiller can reduce thermal stress on the laser source, allowing for longer cutting sessions without quality degradation.
Regular maintenance of the gas delivery system is equally important. Check for leaks, monitor gas purity with sensors, and clean nozzles to prevent blockages or contamination. By combining proper gas selection with robust equipment maintenance, you can achieve superior cut quality, minimize downtime, and boost productivity in CNC laser cutting machine operations.
Frequently Asked Questions (FAQ)
What is the best assist gas for cutting stainless steel?
Nitrogen is the best choice for stainless steel, especially for thicknesses of 8mm or more, as it prevents oxidation and delivers clean, polished edges. Use ultra-high-purity nitrogen (99.999%) for thick plates to ensure quality.How does oxygen improve carbon steel cutting?
Oxygen promotes an exothermic reaction, generating additional heat that accelerates cutting, particularly for thicker carbon steel (up to 22mm). Ensure 99.5% purity to avoid impurities that could affect cut quality.Can compressed air replace nitrogen or oxygen?
Compressed air is a cost-effective alternative for thin materials or less demanding applications, but it requires advanced filtration to prevent contamination. It’s less suitable for thick stainless steel or high-precision cuts.How do I reduce assist gas costs?
Optimize flow rates with flow meters, use compressed air for thin materials, and invest in on-site gas generation systems for nitrogen or oxygen to reduce reliance on external suppliers.
Conclusion: Unlocking Precision with the Right Assist Gas
Assist gases are the backbone of effective laser cutting, enabling clean, precise, and efficient cuts across a wide range of materials. By understanding the roles of oxygen, nitrogen, and compressed air, and selecting the appropriate laser cutting machine gas based on material type, thickness, and cost considerations, you can optimize your fiber laser cutter or CNC laser cutting machine for superior performance. Integrating proper gas selection with equipment like S&A Chillers and high-quality air compressors ensures consistent cut quality, minimal waste, and enhanced productivity.
For further guidance on optimizing your laser cutting process, explore our resources on laser cutting best practices or consult industry experts to tailor your setup to your specific needs. With the right approach to laser cutting machine gas management, you can achieve professional-grade results and stay ahead in precision manufacturing.

V-Grooving Machine
- Press Brake
- Laser Cutting Machine
- Shearing Machine
- Press Brake Safety Precautions: Complete Guide for Safe Operation and Maintenance
- Hydraulic Press Machine
- Read more about Practical Methods for Press Brake Accuracy with Long Term Precision
- Rolling Machine
- Ironworker
- Press Brake Tooling
- Machinery Accessories