







Traditional ARC Welding
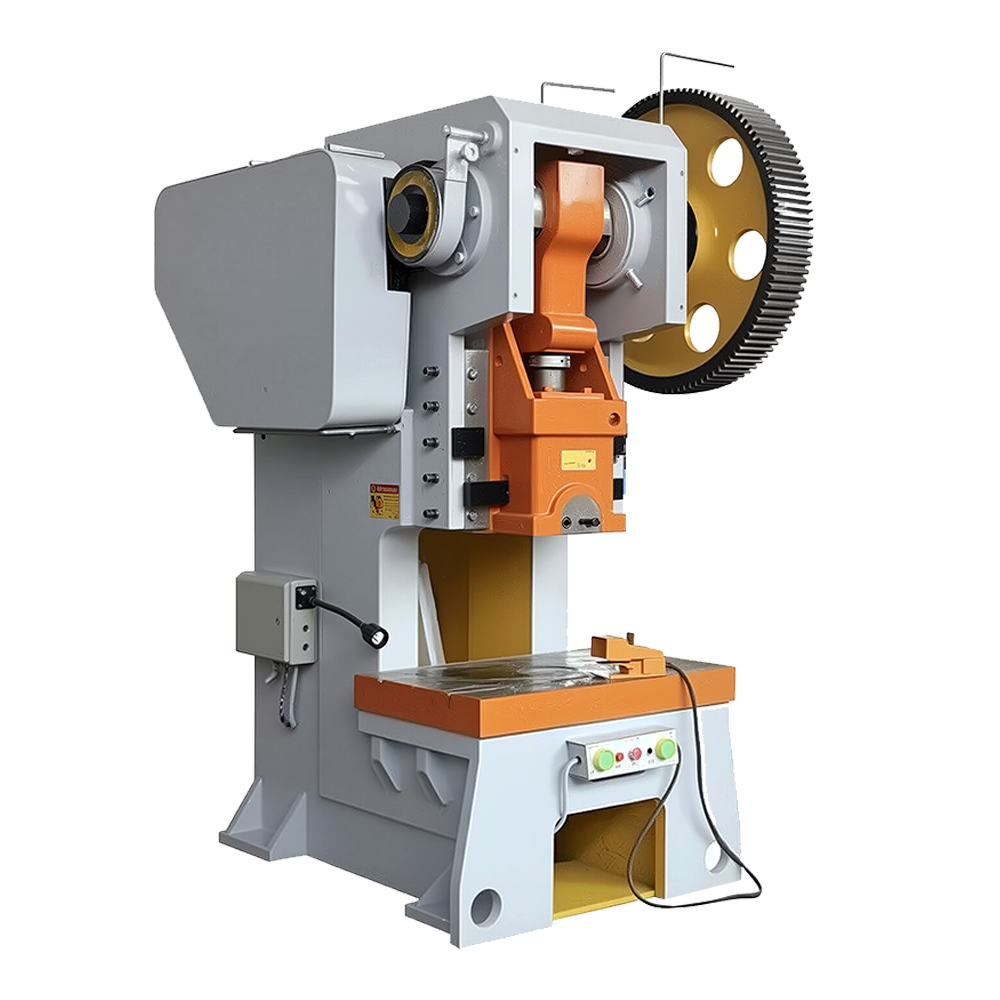
J21 Fixed Bench Punching Machine
Traditional ARC Welding
J21 Fixed Bench Punching Machine
La punzonadora CAMT es un equipo industrial de alta eficiencia que utiliza potencia mecánica para aplicar fuerza a través de troqueles, realizando procesos como punzonado, conformado, doblado y embutición en materiales metálicos o no metálicos. Sus principios operativos fundamentales se clasifican en mecánicos (mecanismo de manivela-corredera) e hidráulicos (principio de Pascal), siendo el primero adecuado para la producción en masa de alta velocidad (p. ej., estampado de componentes electrónicos) y el segundo destacando en el conformado de baja velocidad y alta precisión (p. ej., embutición profunda de chapa automotriz).
Una prensa estándar consta de un bastidor (tipo C de espalda abierta o de lados rectos), un sistema de accionamiento (cigüeñal mecánico/cilindro hidráulico) y un sistema de control inteligente (PLC), logrando una precisión de hasta ±0,01 mm y velocidades de hasta 120 golpes por minuto.
Reconocidas por su eficiencia (tiempo de ciclo de 0,1 segundos), ahorro de energía (el almacenamiento de energía del volante reduce el consumo en un 40%) y producción flexible (cambio rápido de troquel), las prensas son indispensables en la fabricación moderna, ampliamente utilizadas en los sectores automotriz (bisagras de puertas), electrónica de precisión (marcos de teléfonos móviles) y nuevas energías (carcasas de baterías).
50X50
50X50
Diseño Robusto y Sencillo
Alta Productividad
Flexibilidad Operativa
Rentable
Punzonado y Estampado Mecánico CAMT
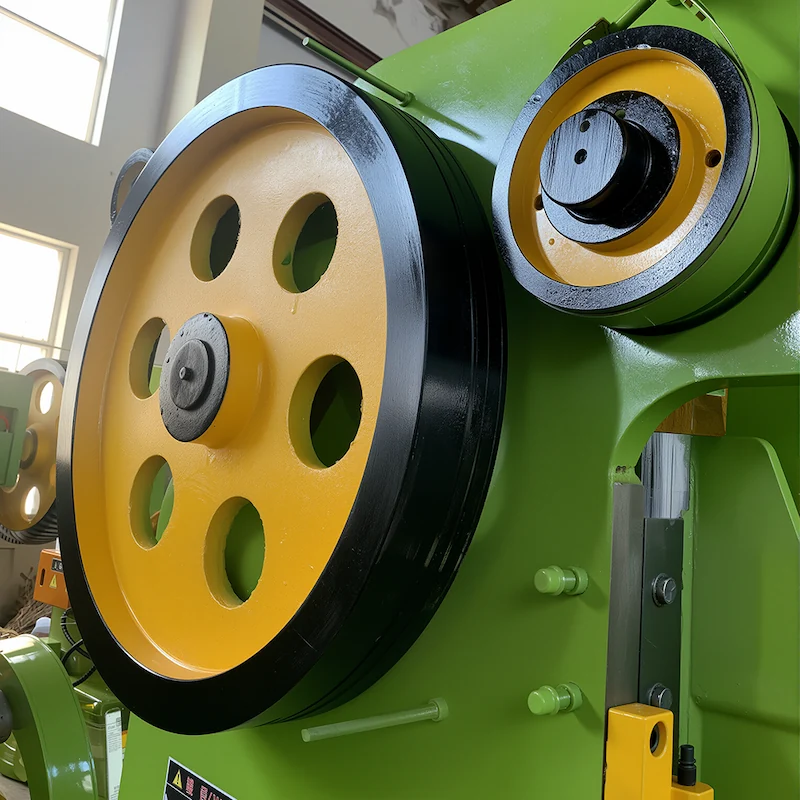
Mecanismo de manivela-corredera para la transmisión de potencia
- El motor acciona el volante a través de una polea de correa, almacenando energía cinética. El embrague se acopla para transferir el movimiento al cigüeñal.
- El cigüeñal convierte el movimiento rotatorio en movimiento lineal alternativo de la biela, que mueve la corredera (matriz superior) verticalmente.
- La corredera desciende para cerrar las matrices superior e inferior para punzonar, doblar o conformar; se reinicia mediante un freno y resortes de retorno durante el ascenso.
- La inercia del volante equilibra las fluctuaciones de carga, asegurando un funcionamiento suave.
Componentes de la Punzonadora CAMT
Configuración Estructural Mecánica Clave
- Diseño de tipo C de frente abierto para alta rigidez y fácil acceso a la matriz/material.
- Cigüeñal, biela y corredera forman la cadena de transmisión principal, y su precisión afecta directamente la calidad del estampado.
- El embrague controla el movimiento de la corredera.
- Operación con pedal o botón pulsador, con protectores de seguridad fotoeléctricos opcionales.
- Abrazadera del vástago de la matriz, mecanismo de expulsión (eyección) y lubricación.


Aplicación de Estampado para Punzonadora
Widely used in the following industries
- Troquelado: Corte/punzonado de chapa metálica (p. ej., cajas eléctricas, herrajes).
- Conformado: Doblado/embutición poco profunda (p. ej., soportes, bisagras).
- Ajuste a presión: Montaje de cojinetes/casquillos.
- Rubber Industry: Vulcanization and compression molding.
| Nombre | J23-10 | J23-16 | J23-25 | J23-40 | J23-63 | J23-80 | J21-100 | J21-125 | J21-160 | JH21-200 | JH21-250 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Fuerza nominal KN | 100 | 160 | 250 | 400 | 630 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 |
| Carrera de fuerza nominal mm | 2 | 2 | 3 | 5 | 5 | 6 | 6 | 8 | 8 | 12 | 14 |
| Carrera del bloque deslizante mm | 50 | 60 | 70 | 100 | 100 | 120 | 130 | 130 | 160 | 180 | 200 |
| Número de carreras veces/min | 130 | 110 | 60 | 55 | 50 | 45 | 43 | 35 | 28 | 28 | 28 |
| Altura cerrada mm | 180 | 190 | 210 | 325 | 350 | 370 | 380 | 400 | 400 | 420 | 430 |
| Ajuste de altura cerrada mm | 35 | 40 | 50 | 65 | 80 | 90 | 100 | 110 | 120 | 120 | 130 |
| Distancia del centro del bloque deslizante al bastidor mm | 130 | 150 | 180 | 250 | 260 | 275 | 310 | 340 | 390 | 390 | 390 |
| Longitud entre columnas mm | 140 | 160 | 230 | 270 | 310 | 410 | 520 | 560 | 580 | 680 | 700 |
| Tamaño del orificio para el mango de la matriz Diámetro mm | 35 | 35 | 40 | 50 | 50 | 60 | 60 | 70 | 80 | 90 | 100 |
| Profundidad mm | 50 | 60 | 60 | 70 | 70 | 70 | 90 | 120 | 150 | 150 | 170 |
| Tamaño de la mesa de trabajo Izquierda-derecha mm | 360 | 440 | 500 | 680 | 720 | 750 | 900 | 930 | 1140 | 1390 | 1500 |
| Delante-atrás mm | 240 | 270 | 320 | 460 | 480 | 530 | 630 | 630 | 740 | 820 | 900 |
| Blanking hole diameter mm | 80 | 100 | 130 | 150 | 160 | 180 | 180 | 200 | 200 | 220 | 250 |
| Table plate thickness mm | 35 | 40 | 50 | 65 | 80 | 100 | 120 | 130 | 150 | 150 | 150 |
| The maximum tilt angle • | 35 | 35 | 30 | 30 | 20 | 20 | |||||
| Dimensions Left-right mm | 680 | 730 | 920 | 1060 | 1130 | 1350 | 1480 | 1590 | 1855 | 2015 | 2340 |
| Delante-atrás mm | 630 | 950 | 1180 | 1435 | 1480 | 1715 | 1815 | 1890 | 2045 | 2475 | 2675 |
| Height mm | 1658 | 1750 | 2040 | 2350 | 2450 | 2670 | 2750 | 2850 | 2920 | 3780 | 3850 |
| Power KW | 1.1 | 1.5 | 2.2 | 4 | 5.5 | 7.5 | 11 | 11 | 15 | 18.5 | 22 |
Special tools mode
- Mechanical drive ensures low failure rates and maintenance costs vs. hydraulic presses.
- Fast cycling (up to 120 SPM) for mass production.
- Open-frame allows manual/semi-automatic feeding (compatible with feeders).
- Lower upfront cost and energy consumption (flywheel reduces peak motor load).
