







These protocols create a safe and efficient operating environment, ensuring consistent performance.
Troubleshooting Common Issues.
Troubleshooting Tips
Even with proper procedures, issues may arise during operation, requiring prompt troubleshooting to minimize downtime.
Inconsistent Cuts.
: A misaligned laser beam or worn copper nozzle may cause inconsistent cuts. Realign the beam and replace the nozzle to restore cut quality.Machine Jittering.
: Uncalibrated axes or insufficient lubrication can lead to jittering. Recalibrate the machine and apply grease to guide rails and racks to resolve the issue.Capacitance Alarms.
: Faulty nozzle contact or electrical issues may trigger capacitance alarms. Inspect the nozzle and connections, clean the system, and avoid calibration until the issue is resolved.Overheating.
: Inadequate chiller performance or low water levels can cause overheating. Check the chiller temperature and water levels, and clean or replace the filter as needed.Proactive troubleshooting ensures consistent performance and minimizes operational disruptions.
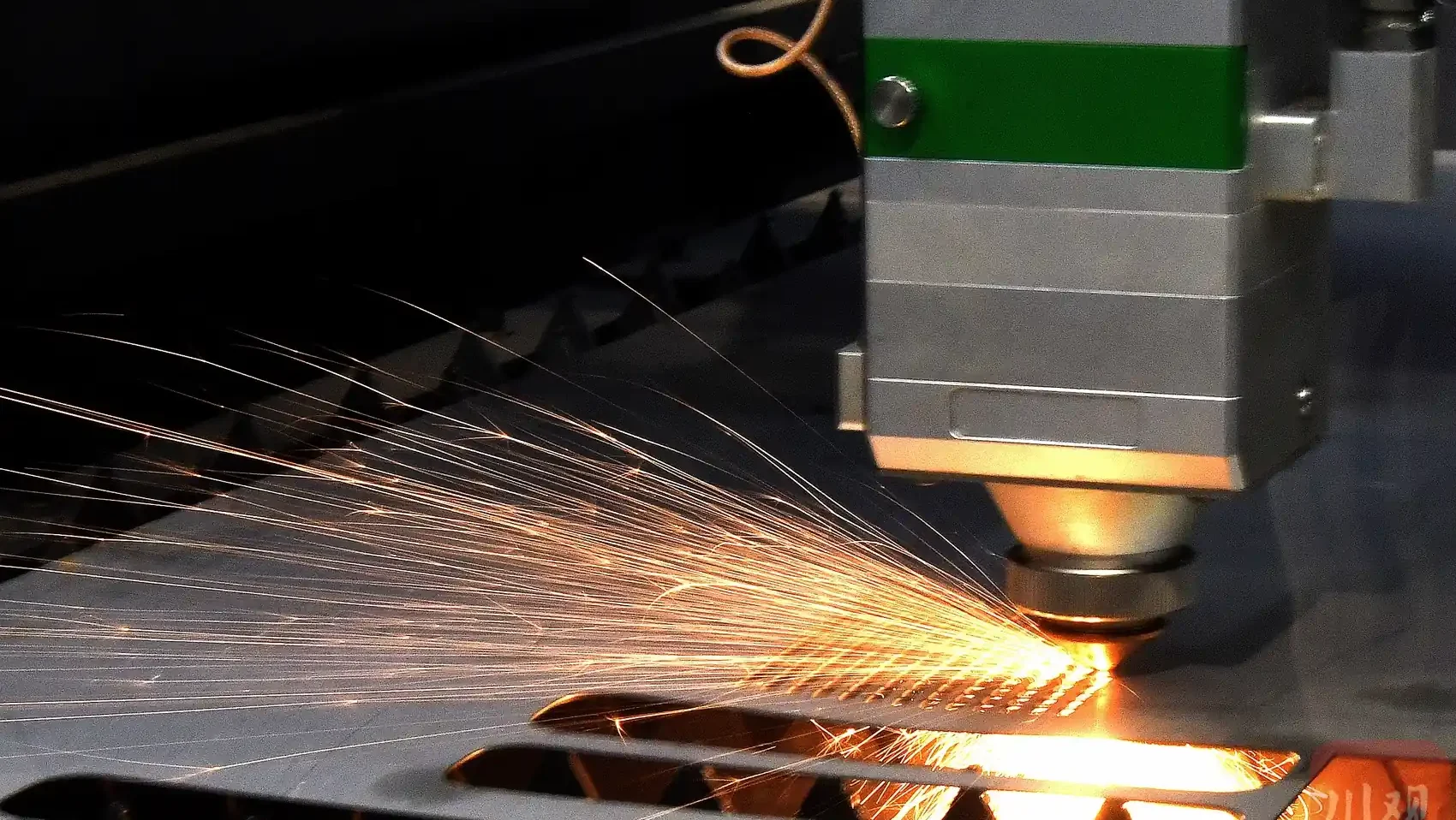
Laser cutting machine operation requires precision, attention to detail, and a commitment to safety. By following detailed procedures for starting and shutting down, preparing for cutting tasks, selecting optimal lead-in lines, performing regular calibrations, and implementing robust safety and maintenance protocols, operators can achieve high-quality cuts and extend the machine’s lifespan. This guide offers a comprehensive framework for both novice and experienced operators to maximize efficiency and safety in laser cutting operations, delivering professional results that meet industry standards.Laser Cutting Machine Operation.
press brake safetyLaser Cutting Machine Operation Guide: Safety & Efficiency.
Este proceso de arranque detallado minimiza los riesgos y prepara la máquina de corte por láser para una operación precisa y eficiente.
Apagado de la máquina de corte por láser
Procedimiento de Apagado
Los procedimientos de apagado adecuados son esenciales para proteger la máquina de corte por láser y asegurar su longevidad, previniendo daños y problemas operativos en futuras sesiones.
Desactivación del Láser: Apague el láser cerrando el interruptor de llave para desconectar el tubo láser, evitando un desgaste innecesario. En el software de corte, desactive la luz roja y cierre el obturador para bloquear la emisión accidental de láser, garantizando la seguridad durante el apagado.
Desactivación de Ejes y Bomba: Desactive los ejes X e Y (etiquetados como “Machine Tool” en el software) y el eje Z (etiquetado como “Follow” para el ajuste de altura) para detener todos los movimientos mecánicos. Apague la bomba de agua seleccionando la función “STOP” para detener el enfriador, pero en climas más fríos, como el invierno, mantenga la bomba en funcionamiento para evitar que el agua se congele en el sistema.
Apagado de Software y Energía: Cierre el software de corte para asegurarse de que no haya procesos en segundo plano en ejecución, luego apague la computadora para evitar conflictos de software durante el próximo arranque. Apague el interruptor de alimentación principal para desenergizar la máquina, pero en entornos más fríos, deje la alimentación principal encendida para mantener el sistema caliente y evitar la congelación.
Consideraciones Especiales: Los pasos no críticos, como ajustes menores del software, pueden omitirse para agilizar el proceso, pero el láser y los ejes siempre deben desactivarse correctamente. Después del apagado, inspeccione la máquina en busca de signos de desgaste, fugas o residuos para abordar posibles problemas antes de la próxima sesión.
Estos pasos aseguran que la máquina se apague de forma segura, manteniendo su condición para uso futuro.
Preparativos Previos al Corte
Pasos de Preparación
Una preparación exhaustiva antes de una tarea de corte es vital para lograr resultados de alta calidad y garantizar la seguridad del operador.
Inspección de la máquina: Realice una inspección exhaustiva de los componentes de la máquina de corte por láser, incluyendo el cabezal láser, la boquilla de cobre, el anillo cerámico y las lentes, buscando desgaste, grietas o residuos que puedan comprometer el rendimiento. Asegúrese de que los rieles guía, los engranajes y las cremalleras estén limpios y lubricados, eliminando cualquier viruta de hierro o polvo para evitar interferencias con el movimiento.
Optimización de parámetros: Seleccione los parámetros de corte basándose en las propiedades del material, como el tipo, el grosor y la densidad, ajustando la potencia del láser, la velocidad de corte, la posición del enfoque y el tipo de gas auxiliar (por ejemplo, nitrógeno, oxígeno o aire). Verifique que el tamaño de la boquilla de cobre coincida con el grosor del material y que la presión del gas esté dentro del rango recomendado de 0.5–2.0 bar.
Posicionamiento y alineación de la pieza de trabajo: Coloque la pieza de trabajo con precisión en la cama de corte, alineando el punto de inicio con el punto más alejado del material para maximizar la eficiencia y minimizar el desperdicio. Confirme la secuencia de corte en el software para una progresión lógica, asegurándose de que el marco de corte permanezca dentro de las dimensiones del material. Marque las coordenadas en la pieza de trabajo para guiar la trayectoria de corte con precisión.
Calibración y precalentamiento de la máquina: Calibre la máquina ajustando la altura del eje Z y verificando las posiciones de los ejes X e Y para alinear el cabezal láser con la pieza de trabajo. Precaliente la máquina durante 5 a 10 minutos para estabilizar el láser y los componentes mecánicos, mejorando la precisión del corte.
Preparación del operador: Asegúrese de que el operador esté capacitado en el funcionamiento de la máquina, los protocolos de seguridad, el uso del software, los procedimientos de parada de emergencia y las técnicas de resolución de problemas para manejar cualquier inconveniente durante el corte.
Estas preparaciones crean una base sólida para operaciones de corte por láser precisas, eficientes y seguras.
Recomendaciones de línea de entrada
Selección de la línea de entrada
Seleccionar la línea de entrada adecuada es fundamental para lograr cortes limpios y precisos y minimizar los defectos del material.
Longitud de la línea de entrada: Para piezas de trabajo de hasta 6 mm de espesor, utilice una línea de entrada de 3 mm para asegurar una entrada suave en el material. Para piezas de trabajo de 6 a 12 mm de espesor, opte por una línea de entrada de 3 a 4 mm para adaptarse a una mayor resistencia del material.
Espaciado y Apertura: Mantenga un espaciado de la pieza de trabajo de 5 a 6 mm, mayor que la longitud de la línea de entrada, para evitar superposiciones o interferencias entre los cortes. Ajuste la apertura de corte de 0,5 a 1 mm más grande que el espesor del material para asegurar cortes limpios y evitar la acumulación de escoria.
Proceso de Calibración para la Precisión de la Línea de Entrada: Coloque el cabezal de corte (eje Z) aproximadamente 1 mm por encima de la pieza de trabajo para evitar el contacto durante la calibración. En el panel de control, seleccione la tecla F1 para iniciar la calibración, elija el modo “2 Floating Head” para un ajuste preciso de la altura y presione la tecla ENT para comenzar. Una vez completado, presione ENT de nuevo para confirmar. El resultado de la calibración debe ser calificado como “Excelente” o “Bueno”; si es inferior, repita el proceso.
Consejos Prácticos: Verifique dos veces la configuración de la línea de entrada en el software para que coincida con las especificaciones del material. Pruebe la configuración en un trozo de material de desecho del mismo tipo para confirmar un rendimiento óptimo antes de cortar la pieza de trabajo principal.
Estos pasos aseguran cortes de alta calidad y un uso eficiente del material.
Requisitos de Calibración
Proceso de Calibración
La calibración es esencial para mantener la precisión de la máquina de corte por láser y prevenir errores operativos.
Después del Reemplazo de Componentes: Realice la calibración después de reemplazar la boquilla de cobre o el anillo cerámico debido al desgaste o daño para asegurar una alineación adecuada con el rayo láser.
Rendimiento Inestable: Si la máquina presenta vibraciones, seguimiento inconsistente o movimientos erráticos, recalibre para restaurar la estabilidad y asegurar un rendimiento consistente.
Cambios de Capacitancia: Monitoree la capacitancia de la máquina a través del panel de control. Cambios significativos, como aumentos o disminuciones repentinas, requieren una recalibración para mantener la precisión del corte.
Condiciones de error: Si al tocar la boquilla de cobre no se restablece la capacitancia a “0” o se activa una alarma de luz roja, detenga la calibración inmediatamente e investigue problemas como fallas eléctricas o residuos para evitar daños a la máquina.
Mejores prácticas de calibración: Realice la calibración en un entorno controlado, libre de vibraciones o interferencias. Documente los resultados para seguir las tendencias e identificar problemas recurrentes a lo largo del tiempo.
La calibración regular garantiza un rendimiento fiable y minimiza los errores durante las tareas de corte.
Medidas de seguridad y protocolos de mantenimiento
Directrices de seguridad y mantenimiento
La seguridad y el mantenimiento son fundamentales para proteger a los operadores, garantizar cortes de alta calidad y prolongar la vida útil de la máquina de corte por láser.
Equipo de protección: Los operadores deben usar gafas de seguridad láser clasificadas para la longitud de onda de la máquina para protegerse contra la radiación dañina. Se deben usar guantes y ropa protectora al manipular materiales o limpiar para evitar quemaduras o cortes.
Comprobaciones operativas: Durante el arranque, verifique el ajuste de paso (0.01), la lubricación adecuada y el retorno a origen exitoso. Monitoree la alineación del rayo láser con la boquilla de cobre durante el corte, haciendo una pausa para realinear si se desvía para mantener la calidad del corte.
Mantenimiento de componentes: Inspeccione la boquilla de cobre y el anillo cerámico cada 2-3 días en busca de desgaste o acumulación de escoria, limpiando o reemplazando según sea necesario. Revise las lentes láser semanalmente, limpiándolas con un paño sin pelusa y una solución aprobada para evitar distorsiones o pérdida de potencia.
Lubricación y limpieza: Rellene el tanque de lubricación con aceite de máquina No. 46 semanalmente si está bajo. Limpie los rieles guía diariamente para eliminar limaduras de hierro, polvo o residuos, y aplique grasa a los engranajes y cremalleras cada 7 días. Lubrique la cremallera del cabezal láser semanalmente con grasa para un funcionamiento suave.
Mantenimiento del Sistema de Agua: Limpie la red de aislamiento del tanque de agua mensualmente, reemplace el filtro según sea necesario y cambie el agua cada 2-3 meses para mantener la limpieza y prevenir obstrucciones. Verifique las conexiones correctas de las tuberías de agua (salida a entrada, entrada a salida) para un flujo adecuado.
Mantenimiento General: Verifique semanalmente la tensión de los topes de límite para evitar desalineaciones. Limpie diariamente el ventilador del panel de control y las superficies del cabezal de corte. Vacíe diariamente la caja de recolección de aceite y el carro de desechos. Aborde la escasez de aceite o las alarmas de eje desconectando, limpiando y volviendo a conectar la línea de señal.
Monitoreo de Presión y Perforación: Monitoree la presión del aire para asegurar la estabilidad (ej., 1.4 bar). Al aumentar la velocidad de perforación, verifique que los orificios estén completamente penetrados para evitar daños a la boquilla de cobre o a las lentes, lo que podría activar alarmas de capacitancia.
Estos protocolos crean un entorno operativo seguro y eficiente, asegurando un rendimiento constante.
Solución de Problemas Comunes
Consejos para la Solución de Problemas
Incluso con procedimientos adecuados, pueden surgir problemas durante la operación, requiriendo una solución rápida para minimizar el tiempo de inactividad.
Cortes Inconsistentes: Un rayo láser desalineado o una boquilla de cobre desgastada pueden causar cortes inconsistentes. Realinee el rayo y reemplace la boquilla para restaurar la calidad del corte.
Vibración de la Máquina: Ejes sin calibrar o lubricación insuficiente pueden provocar vibraciones. Recalibre la máquina y aplique grasa a los rieles guía y cremalleras para resolver el problema.
Alarmas de Capacitancia: Un contacto defectuoso de la boquilla o problemas eléctricos pueden activar alarmas de capacitancia. Inspeccione la boquilla y las conexiones, limpie el sistema y evite la calibración hasta que se resuelva el problema.
Sobrecalentamiento: Un rendimiento inadecuado del enfriador o niveles bajos de agua pueden causar sobrecalentamiento. Verifique la temperatura y los niveles de agua del enfriador, y limpie o reemplace el filtro según sea necesario.
La resolución proactiva de problemas garantiza un rendimiento constante y minimiza las interrupciones operativas.
Press brake maintenance and repair should be viewed as an ongoing process rather than a reaction to failure. Proper lubrication, careful hydraulic system management, and regular mechanical inspection form the foundation of reliable machine operation. These practices not only reduce downtime but also help maintain consistent bending accuracy over the machine’s service life.
La operación de una máquina de corte por láser requiere precisión, atención al detalle y un compromiso con la seguridad. Al seguir procedimientos detallados para el arranque y apagado, la preparación para las tareas de corte, la selección de líneas de entrada óptimas, la realización de calibraciones regulares y la implementación de protocolos sólidos de seguridad y mantenimiento, los operadores pueden lograr cortes de alta calidad y extender la vida útil de la máquina. Esta guía ofrece un marco integral tanto para operadores novatos como experimentados para maximizar la eficiencia y la seguridad en las operaciones de corte por láser, entregando resultados profesionales que cumplen con los estándares de la industria.

V-Grooving Machine
- Press Brake
- Laser Cutting Machine
- Shearing Machine
- Press Brake Safety Precautions: Complete Guide for Safe Operation and Maintenance
- Hydraulic Press Machine
- Read more about Practical Methods for Press Brake Accuracy with Long Term Precision
- Rolling Machine
- Ironworker
- Press Brake Tooling
- Machinery Accessories




