







How to Properly Use Press Brake Crowning
Coronación de la prensa plegadora es una técnica crítica que implica ajustar la posición física del utillaje superior o inferior para contrarrestar la recuperación elástica del material y la deflexión de la máquina. Esto asegura pliegues precisos a lo largo de toda la longitud de la pieza. Los estudios indican que hasta el 90% de los errores de plegado provienen de la recuperación elástica, mientras que una coronación efectiva puede reducir estas imprecisiones en más del 70%. Los métodos de coronación se dividen en dos categorías principales:
Coronación por Deflexión: Ideal para piezas largas (más de 2 metros), aborda el hundimiento en el centro utilizando cilindros hidráulicos o cuñas para levantar la mesa inferior. Los rangos típicos de coronación son de 0.05-0.3 mm por metro.
Coronación por Ángulo: Esto ajusta finamente la profundidad de penetración del punzón para compensar la recuperación elástica. Por ejemplo, con acero Q235 de 6 mm de espesor, la recuperación elástica podría ser de alrededor de 3°, requiriendo un ajuste adicional de carrera de 1.2 mm.
¿Por qué una prensa plegadora necesita un dispositivo de coronación?
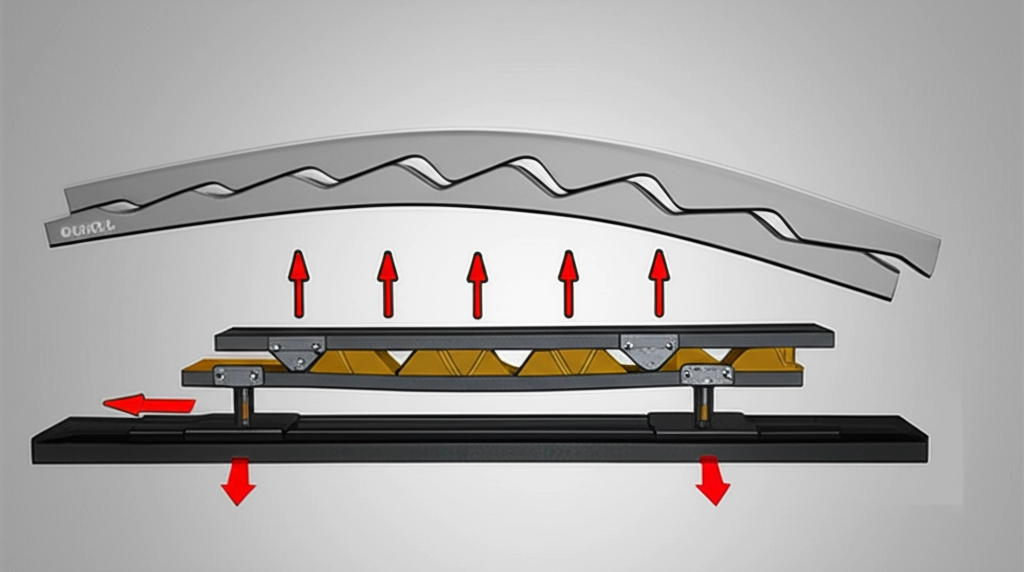
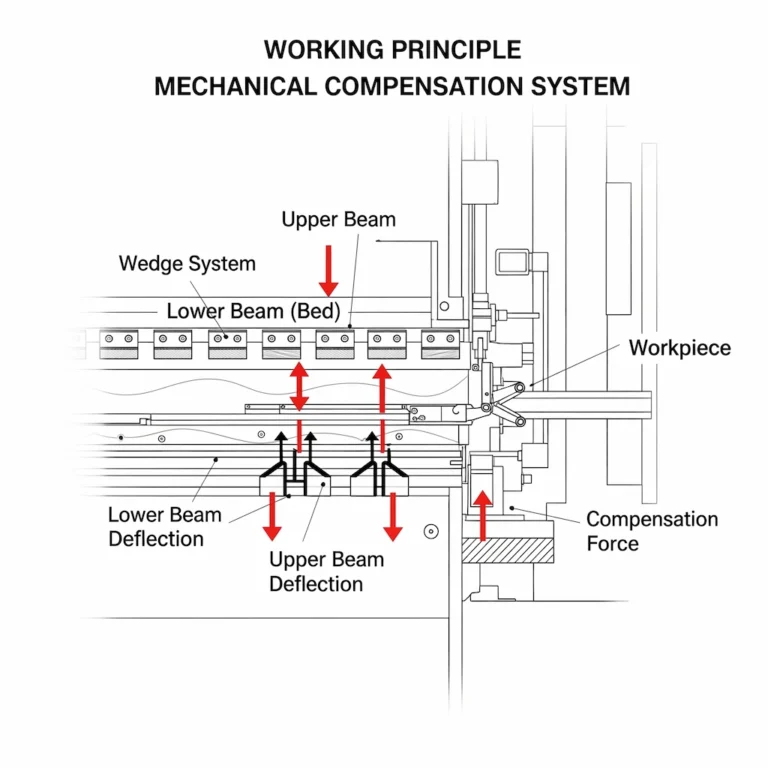
Durante las operaciones de plegado, el carro y la bancada de una prensa plegadora se deforman bajo el tonelaje, lo que lleva a una penetración inconsistente del punzón a lo largo de la pieza. Esta irregularidad compromete la precisión de la pieza, a menudo resultando en variaciones angulares o una mala rectitud. Para mitigar esto, los ingenieros han desarrollado varios sistemas de coronación. En términos generales, estos incluyen la coronación de la bancada inferior, donde la mesa se curva hacia arriba en un arco simétrico, y la coronación del carro superior, que crea una curva hacia abajo en el punzón o deslizador. Ambos enfoques minimizan eficazmente los errores angulares, aunque su impacto en la rectitud de la pieza difiere. Los sistemas modernos, como los mecanismos hidráulicos o basados en cuñas, permiten ajustes en tiempo real para mantener pliegues uniformes.
Deflexión Natural de las Piezas Plegadas
Después del plegado, las piezas de trabajo exhiben una deflexión natural a lo largo de sus bordes, cuantificada por la flecha máxima. En la zona de plegado, el metal sufre deformación plástica: esfuerzos de compresión en el arco interior y de tracción en el exterior, creando un momento longitudinal alrededor del eje. Este momento mantiene la pieza alineada con la matriz durante la aplicación de fuerza. Al retraer el carro, las fuerzas se liberan, causando una recuperación elástica que dobla la pieza en sentido opuesto, lo que resulta en una coronación natural. Para mayor claridad, visualice la zona de deformación aplanada: la capa superior se comprime longitudinalmente, mientras que la inferior se estira, amplificando la curvatura posterior al plegado sin coronación.
Impacto de Dos Métodos Diferentes de Coronación de Prensa Plegadora en la Rectitud de la Pieza
La coronación de la bancada inferior produce un perfil de coronación curvado hacia arriba, mientras que la coronación del carro superior produce una curvatura hacia abajo. La curva de deflexión natural de las piezas plegadas típicamente se arquea hacia arriba. Las cantidades de coronación se calibran para que coincidan con la deflexión de la máquina, que es relativamente pequeña. Sin embargo, la descarga reduce ligeramente esta coronación inducida, a menudo haciéndola menor que la deflexión inherente de la pieza. En consecuencia, los métodos de bancada inferior pueden preservar mejor la rectitud para ciertos materiales, mientras que los métodos superiores sobresalen en la precisión del ángulo, pero requieren un ajuste cuidadoso para evitar la sobrecompensación.
Impacto de Dos Métodos Diferentes de Coronación de Prensa Plegadora en la Rectitud de la Pieza
La coronación de la bancada inferior produce un perfil de coronación curvado hacia arriba, mientras que la coronación del carro superior produce una curvatura hacia abajo. La curva de deflexión natural de las piezas plegadas típicamente se arquea hacia arriba. Las cantidades de coronación se calibran para que coincidan con la deflexión de la máquina, que es relativamente pequeña. Sin embargo, la descarga reduce ligeramente esta coronación inducida, a menudo haciéndola menor que la deflexión inherente de la pieza. En consecuencia, los métodos de bancada inferior pueden preservar mejor la rectitud para ciertos materiales, mientras que los métodos superiores sobresalen en la precisión del ángulo, pero requieren un ajuste cuidadoso para evitar la sobrecompensación.
Pasos de Operación y Configuración de Parámetros (Ejemplo: Modelo CAMT 80T)
Siga estos pasos para una configuración óptima de la coronación:
Calibrar la Superficie de Referencia:
Limpie la mesa y el utillaje, luego nivele usando un instrumento de precisión de 0.02 mm/m.
Ejecute tres ciclos de carrera completa sin carga para eliminar el juego mecánico.
Introducir valores de coronación: Utilice las directrices específicas del material:
Espesor del material (mm) | Factor de coronación (mm/100mm) | Coronación máxima (mm) |
1-3 | 0.08-0.15 | 1.2 |
4-6 | 0.15-0.25 | 2.5 |
8-12 | 0.3-0.5 | 4.0 |
Verificación de la prueba de plegado:
Mida el ángulo de la primera pieza después del plegado. Si la desviación supera los 0,5°, aplique la corrección: Valor de coronación = Desviación medida × 0,7 (regla empírica).
Problemas comunes y soluciones de la coronación de la plegadora
Coronación excesiva/insuficiente:
Síntomas: Ángulos mayores de 90° (insuficiente) o menores (excesiva).
Solución: Cada ajuste de 0,1 mm influye aproximadamente 1°; itere en pequeños incrementos.
Ruidos o vibraciones inusuales:
Inspeccione la fuerza de sujeción de la herramienta (mínimo 50kN según las especificaciones de TRUMPF) para evitar desplazamientos durante la coronación.
Puntos de mantenimiento y seguridad de la coronación de la plegadora
Semanalmente: Lubrique los componentes de coronación con aceite hidráulico ISO VG68.
Safety: Never exceed 120% of rated crowning to avoid guide rail distortion. Precise crowning can achieve repeatability within ±0.1° (per JIS B 6542), boosting yield rates. Always adapt parameters for material properties—e.g., stainless steel springs back 20% more than carbon steel.
Summary
Mastering press brake crowning ensures consistent, high-precision bends by countering deflection and springback. By selecting the right system and following calibrated procedures, operators can minimize errors and enhance productivity. Embrace dynamic adjustments tailored to your setup for optimal results in sheet metal fabrication.

V-Grooving Machine
- Press Brake
- Laser Cutting Machine
- Shearing Machine
- Press Brake Safety Precautions: Complete Guide for Safe Operation and Maintenance
- Hydraulic Press Machine
- Read more about Practical Methods for Press Brake Accuracy with Long Term Precision
- Rolling Machine
- Ironworker
- Press Brake Tooling
- Machinery Accessories




