







How to Properly Use Press Brake Crowning
Abkantpressen-Bombierung ist eine entscheidende Technik, bei der die physische Position des oberen oder unteren Werkzeugs angepasst wird, um Materialrückfederung und Maschinenverformung entgegenzuwirken. Dies gewährleistet präzise Biegungen über die gesamte Werkstücklänge. Studien zeigen, dass bis zu 90% der Biegefehler auf Rückfederung zurückzuführen sind, während eine effektive Bombierung diese Ungenauigkeiten um über 70% reduzieren kann. Bombierungsmethoden lassen sich in zwei Hauptkategorien einteilen:
Durchbiegungsbombierung: Ideal für lange Werkstücke (über 2 Meter), behebt dies das Durchhängen in der Mitte durch den Einsatz von Hydraulikzylindern oder Keilen, um den unteren Tisch anzuheben. Typische Bombierungsbereiche liegen zwischen 0,05-0,3 mm pro Meter.
Winkelbombierung: Dies stimmt die Eindringtiefe des Stempels fein ab, um die Rückfederung auszugleichen. Zum Beispiel könnte bei 6 mm dickem Q235-Stahl die Rückfederung etwa 3° betragen, was eine zusätzliche Hubanpassung von 1,2 mm erfordert.
Warum benötigt eine Abkantpresse eine Bombiervorrichtung?
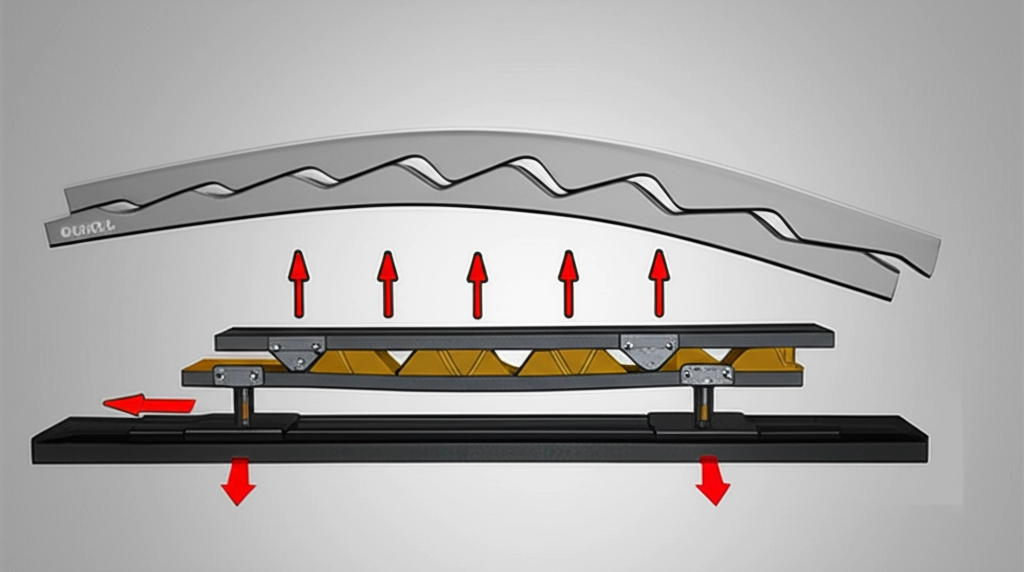
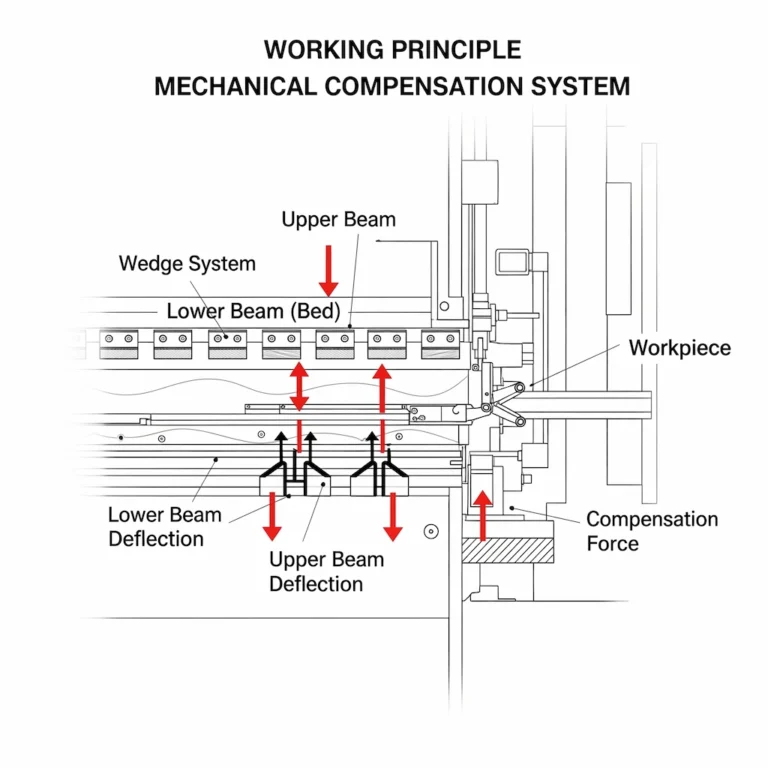
Während des Biegevorgangs verformen sich der Stößel und das Bett einer Abkantpresse unter Tonnage, was zu einer inkonsistenten Stempeldurchdringung entlang des Werkstücks führt. Diese Ungleichmäßigkeit beeinträchtigt die Teilegenauigkeit und führt oft zu Winkelabweichungen oder schlechter Geradheit. Um dies zu mindern, haben Ingenieure verschiedene Bombiersysteme entwickelt. Im Großen und Ganzen umfassen diese die Unterbettbombierung, bei der der Tisch in einem symmetrischen Bogen nach oben gekrümmt ist, und die Oberstempelbombierung, die eine Abwärtskrümmung am Stempel oder Schieber erzeugt. Beide Ansätze minimieren Winkelfehler effektiv, obwohl sich ihre Auswirkungen auf die Geradheit des Teils unterscheiden. Moderne Systeme, wie hydraulische oder keilbasierte Mechanismen, ermöglichen Echtzeitanpassungen, um gleichmäßige Biegungen zu gewährleisten.
Natürliche Durchbiegung von gebogenen Teilen
Nach dem Biegen weisen Werkstücke eine natürliche Durchbiegung entlang ihrer Kanten auf, die durch den maximalen Durchhang quantifiziert wird. In der Biegezone erfährt das Metall eine plastische Verformung: Druckspannungen am inneren Bogen und Zugspannungen am äußeren, wodurch ein Längsmoment um die Achse entsteht. Dieses Moment hält das Teil während der Krafteinwirkung mit der Matrize ausgerichtet. Beim Zurückziehen des Stößels lösen sich die Kräfte, was eine elastische Rückfederung verursacht, die das Teil entgegengesetzt biegt – was zu einer natürlichen Bombierung führt. Zur Verdeutlichung stellen Sie sich die Verformungszone abgeflacht vor: Die obere Schicht wird longitudinal komprimiert, während die untere gedehnt wird, wodurch die Krümmung nach dem Biegen ohne Bombierung verstärkt wird.
Auswirkungen zweier verschiedener Abkantpressen-Bombierungsmethoden auf die Teilegeradheit
Die Unterbettbombierung erzeugt ein nach oben gekrümmtes Bombierprofil, während die Oberstempelbombierung eine Abwärtsbiegung ergibt. Die natürliche Durchbiegungskurve gebogener Teile wölbt sich typischerweise nach oben. Die Bombierbeträge werden kalibriert, um der Maschinenverformung zu entsprechen, die relativ gering ist. Das Entlasten reduziert diese induzierte Bombierung jedoch geringfügig, wodurch sie oft geringer ist als die inhärente Durchbiegung des Teils. Folglich können Unterbettmethoden die Geradheit für bestimmte Materialien besser erhalten, während obere Methoden in der Winkelpräzision überlegen sind, aber eine sorgfältige Abstimmung erfordern, um eine Überkompensation zu vermeiden.
Auswirkungen zweier verschiedener Abkantpressen-Bombierungsmethoden auf die Teilegeradheit
Die Unterbettbombierung erzeugt ein nach oben gekrümmtes Bombierprofil, während die Oberstempelbombierung eine Abwärtsbiegung ergibt. Die natürliche Durchbiegungskurve gebogener Teile wölbt sich typischerweise nach oben. Die Bombierbeträge werden kalibriert, um der Maschinenverformung zu entsprechen, die relativ gering ist. Das Entlasten reduziert diese induzierte Bombierung jedoch geringfügig, wodurch sie oft geringer ist als die inhärente Durchbiegung des Teils. Folglich können Unterbettmethoden die Geradheit für bestimmte Materialien besser erhalten, während obere Methoden in der Winkelpräzision überlegen sind, aber eine sorgfältige Abstimmung erfordern, um eine Überkompensation zu vermeiden.
Arbeitsschritte und Parametereinstellungen (Beispiel: CAMT 80T Modell)
Befolgen Sie diese Schritte für eine optimale Bombierungseinstellung:
Referenzfläche kalibrieren:
Reinigen Sie den Tisch und die Werkzeuge und nivellieren Sie sie anschließend mit einem Präzisionsinstrument von 0,02 mm/m.
Run three full-stroke cycles unloaded to clear mechanical play.
Input Crowning Values: Use material-specific guidelines:
Material Thickness (mm) | Crowning Factor (mm/100mm) | Max Crowning (mm) |
1-3 | 0.08-0.15 | 1.2 |
4-6 | 0.15-0.25 | 2.5 |
8-12 | 0.3-0.5 | 4.0 |
Trial Bend Verification:
Measure the first part’s angle post-bend. If deviation exceeds 0.5°, apply correction: Crowning Value = Measured Deviation × 0.7 (empirical rule).
Common Problems and Solutions of Press Brake Crowning
Over/Under Crowning:
Symptoms: Angles greater than 90° (under) or less (over).
Fix: Each 0.1mm adjustment influences about 1°; iterate in small increments.
Unusual Noises or Vibrations:
Inspect tooling clamp force (minimum 50kN per TRUMPF specs) to prevent shifts during crowning.
Press Brake Crowning Maintenance and Safety Points
Weekly: Lubricate crowning components with ISO VG68 hydraulic oil.
Safety: Never exceed 120% of rated crowning to avoid guide rail distortion. Precise crowning can achieve repeatability within ±0.1° (per JIS B 6542), boosting yield rates. Always adapt parameters for material properties—e.g., stainless steel springs back 20% more than carbon steel.
Summary
Mastering press brake crowning ensures consistent, high-precision bends by countering deflection and springback. By selecting the right system and following calibrated procedures, operators can minimize errors and enhance productivity. Embrace dynamic adjustments tailored to your setup for optimal results in sheet metal fabrication.

V-Grooving Machine
- Press Brake
- Laser Cutting Machine
- Shearing Machine
- Press Brake Safety Precautions: Complete Guide for Safe Operation and Maintenance
- Hydraulic Press Machine
- Read more about Practical Methods for Press Brake Accuracy with Long Term Precision
- Rolling Machine
- Ironworker
- Press Brake Tooling
- Machinery Accessories




