







Laser Cutting Machine Operation Guidelines and Key Precautions
per hour. Emergency stop buttons should not be used under non-emergency conditions. Counterclockwise fan rotation indicates incorrect wiring and must be corrected. 4.2 Refrigerated Dryer Precautions.
At least 50 cm of space should be reserved around the dryer for ventilation. Ambient temperature must not exceed 35°C. Drain wastewater daily, clean vents weekly with compressed air, and clean filters monthly using a soft brush and soapy water. 5. Safety and Protection Measures, Laser cutting safety must never be underestimated. Smoking is strictly prohibited, especially near oxygen systems, to prevent fire hazards.

Before laser emission, ensure that all personnel are clear of the beam path. When adjusting the external optical path, carefully control laser power and exposure time, and ensure that the beam does not strike personnel.
After completing optical adjustments, all protective covers must be installed before cutting resumes. When changing gases, high pressure must be released first, and gas cylinders and laser doors must be closed immediately afterward. The laser electrical cabinet should never be opened casually to avoid contact with live circuits.
When using a shuttle table, automatic exchange is not recommended unless safety conditions are fully confirmed. Ensure the cutting head is raised before exchange and monitor the process closely. In case of abnormal conditions, stop immediately.
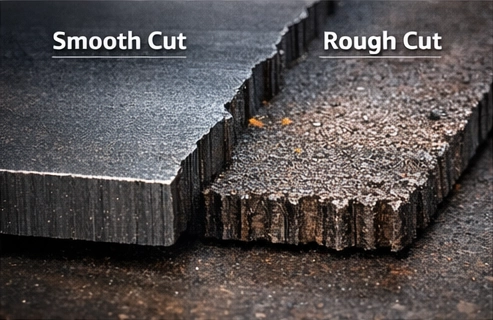
6. Common Cutting Problems and Practical Solutions Even with advanced laser cutting equipment, operators often encounter cutting defects that affect product quality and production efficiency. Understanding the root causes of these issues allows users to correct them quickly and avoid unnecessary downtime. One common problem is.
excessive slag or dross on the bottom edge.
of the workpiece. This is usually related to insufficient gas pressure, incorrect nozzle size, or improper focus position. Increasing assist gas pressure within a safe range, selecting a larger nozzle for thicker materials, and slightly adjusting the focus downward often improves edge cleanliness. Another frequent issue is burn marks or oxidation , especially when cutting carbon steel with oxygen. This can result from excessive cutting speed, unstable oxygen pressure, or nozzle misalignment. Reducing cutting speed slightly and ensuring stable oxygen flow can significantly improve surface appearance. For stainless steel cutting with nitrogen,.
rough edges or incomplete.
penetration
are often caused by insufficient laser power or incorrect piercing parameters. In such cases, operators should optimize piercing time and pressure, and ensure that the focus position matches the material thickness. By systematically analyzing cutting defects rather than relying on trial and error, operators can stabilize production quality and reduce material waste. 7. Process Optimization for Different Production Scenarios.
Laser cutting machines are widely used across various industries, from sheet metal fabrication to equipment manufacturing. Each production scenario places different demands on cutting speed, accuracy, and surface quality.
In.
high-volume production.
, stability and repeatability are more important than extreme cutting speed. Operators should prioritize conservative parameter settings, consistent nozzle maintenance, and scheduled inspections to minimize unexpected interruptions.
For custom or
small-batch production.
, flexibility becomes the key factor. Quick program switching, accurate homing, and fast nozzle centering allow operators to respond efficiently to frequent order changes. In these scenarios, experience-based parameter fine-tuning often delivers better results than relying solely on default parameter libraries.
When cutting.
thick plates
, thermal control becomes critical. Excessive heat accumulation can lead to deformation or poor edge quality. Using appropriate piercing strategies, staged cutting paths, and optimized gas flow helps maintain dimensional accuracy.
Understanding how to adapt laser cutting processes to different production demands enables manufacturers to fully utilize their equipment capabilities.
8. Importance of Operator Training and Skill Development
While modern laser cutting machines are highly automated, operator skill remains a decisive factor in overall performance. Machines can execute commands precisely, but they rely on operators to make correct judgments.
New operators should receive structured training covering:
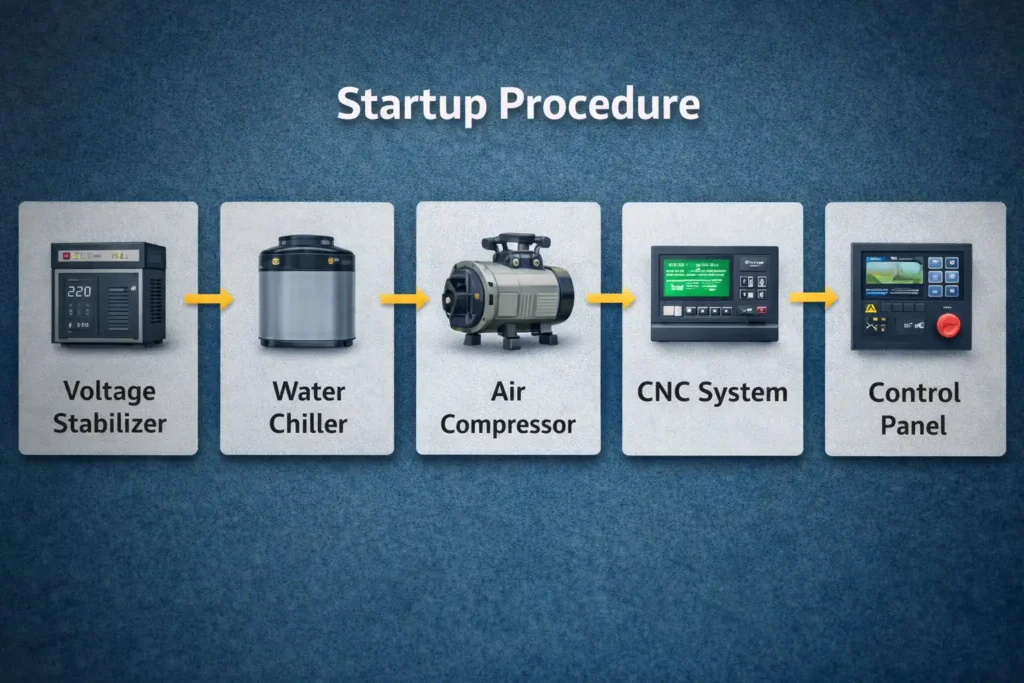
Machine startup and shutdown procedures
Basic cutting parameter logic
Emergency handling and alarm interpretation
Routine inspection and cleaning tasks.

Experienced operators, on the other hand, should focus on developing deeper process understanding, such as recognizing subtle changes in cutting sound, spark behavior, and edge appearance. These sensory cues often indicate parameter deviations or component wear before alarms occur.
Enterprises that invest in continuous operator training typically experience fewer breakdowns, higher yield rates, and longer equipment lifespan. Even with advanced laser cutting equipment, operators often encounter cutting defects that affect product quality and production efficiency. Understanding the root causes of these issues allows users to correct them quickly and avoid unnecessary downtime., The operating environment plays a significant role in laser cutting machine performance. Excessive dust, humidity, or temperature fluctuations can negatively affect optical components and electrical systems. Workshops should maintain a clean environment with controlled humidity levels. In humid regions, additional air drying and more frequent drainage of air systems are necessary to prevent moisture from entering pneumatic and optical components. Temperature stability is equally important. Large temperature differences between day and night can cause slight mechanical deformation, affecting cutting accuracy. Maintaining a relatively stable workshop temperature helps ensure consistent performance.
Proper environmental management is often overlooked, yet it directly contributes to long-term machine stability.
10. Preventive Maintenance as a Cost-Control Strategy.
Many users view maintenance as an operational cost rather than an investment. In reality, preventive maintenance significantly reduces total ownership cost over the machine’s lifetime.
Regular inspection of lenses, mirrors, and gas paths prevents sudden failures that could halt production for hours or even days. Timely replacement of consumables costs far less than emergency repairs or production losses caused by unplanned downtime.
Establishing a maintenance log for each machine helps track service intervals, identify recurring issues, and optimize spare parts inventory. Over time, this data becomes a valuable reference for improving maintenance planning and budgeting.
11. Laser Cutting Safety Culture in Modern Manufacturing
Safety is not limited to protective equipment or warning signs. It is a mindset that must be embedded into daily operations.
Operators should develop the habit of checking protective covers, confirming gas connections, and verifying machine status before every shift. Supervisors should regularly review safety procedures and ensure compliance.
In facilities where laser cutting machines operate continuously, rotating shifts and fatigue management are also part of safety control. Tired operators are more likely to overlook critical steps or respond slowly to abnormal conditions.
A strong safety culture not only prevents accidents but also improves overall operational discipline.
12. Integrating Laser Cutting Machines into Smart Manufacturing With the advancement of Industry 4.0, laser cutting machines are increasingly integrated into digital production systems. Machine data such as operating hours, alarm history, and cutting parameters can be collected and analyzed to improve decision-making.. By connecting laser cutting machines to manufacturing execution systems (MES), enterprises can monitor equipment utilization, schedule maintenance proactively, and optimize production planning. Although not every factory requires full digital integration, even basic data tracking provides valuable insights that enhance productivity and equipment reliability. Conlusion.
Laser cutting machine operation is a systematic process that integrates correct procedures, process knowledge, maintenance discipline, and safety awareness. By following standardized startup and shutdown sequences, mastering cutting parameters, maintaining key components, and enforcing strict safety measures, manufacturers can significantly reduce failures, improve cutting quality, and extend equipment service life. For enterprises aiming at stable production and long-term competitiveness, standardized laser cutting operation is not only a technical requirement, but also a critical management strategy.
Laser cutting machine operation is far more than simply pressing the start button. It is a comprehensive system involving correct procedures, process understanding, disciplined maintenance, skilled operators, and strict safety management. .By mastering startup and shutdown routines, optimizing cutting parameters, selecting appropriate gases and nozzles, and maintaining critical components, manufacturers can achieve stable cutting quality and long-term operational reliability. In an increasingly competitive manufacturing environment, companies that standardize laser cutting operations and invest in operator training and preventive maintenance gain a clear advantage. Proper laser cutting machine operation is not only a technical requirement, but a strategic foundation for sustainable production. FAQ: Laser Cutting machine Operation Q1: Why is the startup sequence important for laser cutting machines?.
Correct startup prevents system errors, protects components, and ensures accurate axis positioning. Q2: How often should laser gas be replaced?, Laser gas should be replaced every 72 hours or immediately when the alarm appears.

Q3: What causes poor cutting quality most often?
Incorrect nozzle selection, improper focus position, and unstable gas pressure are common causes.
Q4: Is routine maintenance really necessary?.
Yes. Regular maintenance prevents unexpected downtime and extends machine lifespan.

Q5: What is the most important safety rule in laser cutting?
Never expose personnel to the laser beam and always follow gas and electrical safety procedures. 3/4. Q6: Why does cutting quality vary even with the same parameters?.
Environmental conditions, nozzle wear, lens contamination, and gas purity can all affect cutting results. Q7: How can I extend the service life of optical components?, Regular cleaning, stable environmental conditions, and avoiding unnecessary laser emission significantly extend optical component lifespan. Q8: Is higher laser power always better for cutting?, No. Excessive power can cause rough edges, burn marks, and unnecessary component wear. Optimal power depends on material and thickness.
Q9: How often should cutting parameters be reviewed? Parameters should be reviewed whenever material type, thickness, or batch requirements change, and periodically during long production runs., Q10: What is the biggest hidden risk in laser cutting operations? Neglecting routine maintenance and safety habits often leads to unexpected failures and safety incidents.. Accordion. Open links with Enter or Space, close with Escape, and navigate with Arrow Keys laser cutting machine operation Read more about Press Brake Maintenance and Repair.
Read more about Practical Methods for Press Brake Accuracy with Long Term Precision
Read more about Practical Guidance For Press Brake Operation.
laser cutting machine operation
La seguridad en el corte por láser nunca debe subestimarse. Fumar está estrictamente prohibido, especialmente cerca de los sistemas de oxígeno, para prevenir riesgos de incendio.
Antes de la emisión del láser, asegúrese de que todo el personal esté fuera de la trayectoria del haz. Al ajustar la trayectoria óptica externa, controle cuidadosamente la potencia del láser y el tiempo de exposición, y asegúrese de que el haz no golpee al personal.
Después de completar los ajustes ópticos, todas las cubiertas protectoras deben instalarse antes de reanudar el corte. Al cambiar los gases, primero debe liberarse la alta presión, y los cilindros de gas y las puertas del láser deben cerrarse inmediatamente después. El armario eléctrico del láser nunca debe abrirse casualmente para evitar el contacto con circuitos activos.
Al usar una mesa de lanzadera, no se recomienda el intercambio automático a menos que las condiciones de seguridad estén completamente confirmadas. Asegúrese de que el cabezal de corte esté elevado antes del intercambio y supervise el proceso de cerca. En caso de condiciones anormales, deténgase inmediatamente.
6. Problemas Comunes de Corte y Soluciones Prácticas
Incluso con equipos de corte por láser avanzados, los operadores a menudo encuentran defectos de corte que afectan la calidad del producto y la eficiencia de la producción. Comprender las causas raíz de estos problemas permite a los usuarios corregirlos rápidamente y evitar tiempos de inactividad innecesarios.
Un problema común es el exceso de escoria o rebaba en el borde inferior de la pieza de trabajo. Esto generalmente está relacionado con una presión de gas insuficiente, un tamaño de boquilla incorrecto o una posición de enfoque inadecuada. Aumentar la presión del gas auxiliar dentro de un rango seguro, seleccionar una boquilla más grande para materiales más gruesos y ajustar ligeramente el enfoque hacia abajo a menudo mejora la limpieza del borde.
Otro problema frecuente es las marcas de quemadura u oxidación, especialmente al cortar acero al carbono con oxígeno. Esto puede ser resultado de una velocidad de corte excesiva, presión de oxígeno inestable o desalineación de la boquilla. Reducir ligeramente la velocidad de corte y asegurar un flujo de oxígeno estable puede mejorar significativamente la apariencia de la superficie.
Para el corte de acero inoxidable con nitrógeno, los bordes ásperos o la penetración incompleta a menudo son causados por una potencia láser insuficiente o parámetros de perforación incorrectos. En tales casos, los operadores deben optimizar el tiempo y la presión de perforación, y asegurarse de que la posición de enfoque coincida con el espesor del material.
Al analizar sistemáticamente los defectos de corte en lugar de depender del ensayo y error, los operadores pueden estabilizar la calidad de la producción y reducir el desperdicio de material.
7. Optimización del Proceso para Diferentes Escenarios de Producción
Las máquinas de corte por láser se utilizan ampliamente en diversas industrias, desde la fabricación de chapa metálica hasta la fabricación de equipos. Cada escenario de producción impone diferentes demandas en la velocidad de corte, la precisión y la calidad de la superficie.
En producción de gran volumen, la estabilidad y la repetibilidad son más importantes que la velocidad de corte extrema. Los operadores deben priorizar la configuración conservadora de los parámetros, el mantenimiento constante de la boquilla y las inspecciones programadas para minimizar las interrupciones inesperadas.
Para producción personalizada o de lotes pequeños, la flexibilidad se convierte en el factor clave. El cambio rápido de programas, el posicionamiento preciso y el centrado rápido de la boquilla permiten a los operadores responder eficientemente a los cambios frecuentes de pedidos. En estos escenarios, el ajuste fino de parámetros basado en la experiencia a menudo ofrece mejores resultados que depender únicamente de las bibliotecas de parámetros predeterminados.
Al cortar . Industries such as shipbuilding, construction machinery, elevator manufacturing, and stainless steel processing benefit greatly from their performance stability and adaptability., el control térmico se vuelve crítico. La acumulación excesiva de calor puede provocar deformación o mala calidad del borde. El uso de estrategias de perforación adecuadas, trayectorias de corte escalonadas y un flujo de gas optimizado ayuda a mantener la precisión dimensional.
Comprender cómo adaptar los procesos de corte por láser a las diferentes demandas de producción permite a los fabricantes utilizar plenamente las capacidades de sus equipos.
8. Importancia de la Capacitación y el Desarrollo de Habilidades del Operador
Si bien las máquinas de corte por láser modernas están altamente automatizadas, la habilidad del operador sigue siendo un factor decisivo en el rendimiento general. Las máquinas pueden ejecutar comandos con precisión, pero dependen de los operadores para tomar decisiones correctas.
Los nuevos operadores deben recibir capacitación estructurada que cubra:
Procedimientos de arranque y apagado de la máquina
Lógica básica de parámetros de corte
Manejo de emergencias e interpretación de alarmas
Tareas rutinarias de inspección y limpieza
Los operadores experimentados, por otro lado, deben centrarse en desarrollar una comprensión más profunda del proceso, como reconocer cambios sutiles en el sonido de corte, el comportamiento de las chispas y la apariencia del borde. Estas señales sensoriales a menudo indican desviaciones de parámetros o desgaste de componentes antes de que ocurran las alarmas.
Las empresas que invierten en la formación continua de operadores suelen experimentar menos averías, mayores tasas de rendimiento y una vida útil más larga de los equipos.

9. Control Ambiental y Condiciones del Taller
El entorno operativo juega un papel importante en el rendimiento de la máquina de corte por láser. El exceso de polvo, humedad o las fluctuaciones de temperatura pueden afectar negativamente a los componentes ópticos y los sistemas eléctricos.
Los talleres deben mantener un ambiente limpio con niveles de humedad controlados. En regiones húmedas, es necesario un secado de aire adicional y un drenaje más frecuente de los sistemas de aire para evitar que la humedad entre en los componentes neumáticos y ópticos.
La estabilidad de la temperatura es igualmente importante. Grandes diferencias de temperatura entre el día y la noche pueden causar una ligera deformación mecánica, afectando la precisión del corte. Mantener una temperatura de taller relativamente estable ayuda a garantizar un rendimiento constante.
La gestión ambiental adecuada a menudo se pasa por alto, sin embargo, contribuye directamente a la estabilidad a largo plazo de la máquina.
10. Mantenimiento Preventivo como Estrategia de Control de Costos
Muchos usuarios ven el mantenimiento como un costo operativo en lugar de una inversión. En realidad, el mantenimiento preventivo reduce significativamente el costo total de propiedad durante la vida útil de la máquina.
La inspección regular de lentes, espejos y trayectorias de gas previene fallas repentinas que podrían detener la producción durante horas o incluso días. El reemplazo oportuno de consumibles cuesta mucho menos que las reparaciones de emergencia o las pérdidas de producción causadas por el tiempo de inactividad no planificado.
Establecer un registro de mantenimiento para cada máquina ayuda a rastrear los intervalos de servicio, identificar problemas recurrentes y optimizar el inventario de piezas de repuesto. Con el tiempo, estos datos se convierten en una referencia valiosa para mejorar la planificación y el presupuesto del mantenimiento.
11. Cultura de Seguridad en el Corte por Láser en la Fabricación Moderna
La seguridad no se limita al equipo de protección o a las señales de advertencia. Es una mentalidad que debe integrarse en las operaciones diarias.
Los operadores deben desarrollar el hábito de revisar las cubiertas protectoras, confirmar las conexiones de gas y verificar el estado de la máquina antes de cada turno. Los supervisores deben revisar regularmente los procedimientos de seguridad y asegurar su cumplimiento.
En instalaciones donde las máquinas de corte por láser operan continuamente, los turnos rotativos y la gestión de la fatiga también forman parte del control de seguridad. Los operadores cansados son más propensos a pasar por alto pasos críticos o a responder lentamente a condiciones anormales.
Una sólida cultura de seguridad no solo previene accidentes, sino que también mejora la disciplina operativa general.
12. Integración de máquinas de corte por láser en la fabricación inteligente
Con el avance de la Industria 4.0, las máquinas de corte por láser se integran cada vez más en los sistemas de producción digital. Los datos de la máquina, como las horas de funcionamiento, el historial de alarmas y los parámetros de corte, pueden recopilarse y analizarse para mejorar la toma de decisiones.
Al conectar las máquinas de corte por láser a los sistemas de ejecución de fabricación (MES), las empresas pueden monitorear la utilización del equipo, programar el mantenimiento de manera proactiva y optimizar la planificación de la producción.
Aunque no todas las fábricas requieren una integración digital completa, incluso el seguimiento básico de datos proporciona información valiosa que mejora la productividad y la fiabilidad del equipo.
Conclusión
La operación de una máquina de corte por láser es un proceso sistemático que integra procedimientos correctos, conocimiento del proceso, disciplina de mantenimiento y conciencia de seguridad. Al seguir secuencias estandarizadas de arranque y apagado, dominar los parámetros de corte, mantener los componentes clave y aplicar estrictas medidas de seguridad, los fabricantes pueden reducir significativamente las fallas, mejorar la calidad del corte y prolongar la vida útil del equipo.
Para las empresas que buscan una producción estable y una competitividad a largo plazo, la operación estandarizada de corte por láser no es solo un requisito técnico, sino también una estrategia de gestión crítica.
La operación de una máquina de corte por láser es mucho más que simplemente presionar el botón de inicio. Es un sistema integral que involucra procedimientos correctos, comprensión del proceso, mantenimiento disciplinado, operadores capacitados y una estricta gestión de la seguridad.
Al dominar las rutinas de arranque y apagado, optimizar los parámetros de corte, seleccionar los gases y boquillas adecuados y mantener los componentes críticos, los fabricantes pueden lograr una calidad de corte estable y una fiabilidad operativa a largo plazo.
En un entorno de fabricación cada vez más competitivo, las empresas que estandarizan las operaciones de corte por láser e invierten en la capacitación de operadores y el mantenimiento preventivo obtienen una clara ventaja. La operación adecuada de una máquina de corte por láser no es solo un requisito técnico, sino una base estratégica para la producción sostenible.
Preguntas frecuentes: Operación de la máquina de corte por láser
P1: ¿Por qué es importante la secuencia de arranque para las máquinas de corte por láser?
Un arranque correcto previene errores del sistema, protege los componentes y asegura un posicionamiento preciso del eje.
Q2: How often should laser gas be replaced?
Laser gas should be replaced every 72 hours or immediately when the alarm appears.
Q3: What causes poor cutting quality most often?
Incorrect nozzle selection, improper focus position, and unstable gas pressure are common causes.
Q4: Is routine maintenance really necessary?
Yes. Regular maintenance prevents unexpected downtime and extends machine lifespan.
Q5: What is the most important safety rule in laser cutting?
Never expose personnel to the laser beam and always follow gas and electrical safety procedures.
Q6: Why does cutting quality vary even with the same parameters?
Environmental conditions, nozzle wear, lens contamination, and gas purity can all affect cutting results.
Q7: How can I extend the service life of optical components?
Regular cleaning, stable environmental conditions, and avoiding unnecessary laser emission significantly extend optical component lifespan.
Q8: Is higher laser power always better for cutting?
No. Excessive power can cause rough edges, burn marks, and unnecessary component wear. Optimal power depends on material and thickness.
Q9: How often should cutting parameters be reviewed?
Parameters should be reviewed whenever material type, thickness, or batch requirements change, and periodically during long production runs.
Q10: What is the biggest hidden risk in laser cutting operations?
Neglecting routine maintenance and safety habits often leads to unexpected failures and safety incidents.

V-Grooving Machine
- Press Brake
- Laser Cutting Machine
- Shearing Machine
- Press Brake Safety Precautions: Complete Guide for Safe Operation and Maintenance
- Hydraulic Press Machine
- Read more about Practical Methods for Press Brake Accuracy with Long Term Precision
- Rolling Machine
- Ironworker
- Press Brake Tooling
- Machinery Accessories




