







Laser Welding Principle and Application Advantages in Modern Manufacturing
Laser Welding Technology Overview and Industrial Significance
Laser welding is a joining technology based on the use of a highly concentrated laser beam as a heat source to fuse materials together. Unlike conventional welding processes that rely on physical contact or electrical arcs, laser welding belongs to a class of non-contact manufacturing methods. The laser beam delivers energy precisely to a localized area, allowing material melting and bonding to occur with exceptional control.
In modern manufacturing systems, laser welding has evolved from a niche process into a critical production technology. As product designs increasingly demand higher precision, lighter structures, and stronger joints, traditional welding methods often struggle to meet these requirements without introducing excessive heat distortion or post-processing work. Laser welding addresses these challenges by combining high energy density with fine process controllability, making it suitable for both mass production and high-value precision manufacturing.

Laser Welding as a Non-Contact Manufacturing Process
One of the defining characteristics of laser welding is its non-contact nature. The laser beam interacts with the material surface without physical contact, eliminating tool wear and mechanical stress. This feature is particularly advantageous in applications involving thin materials, delicate components, or complex geometries where mechanical force could cause deformation or damage.
Because the laser beam can be delivered through optical fibers or guided mirrors, laser welding systems offer excellent flexibility in system integration. This allows manufacturers to implement welding operations in confined spaces, complex assemblies, or fully automated production lines without compromising accessibility or consistency.
Why Laser Welding Is Essential in Modern Manufacturing Systems
Modern manufacturing increasingly prioritizes automation, precision, and efficiency. Laser welding aligns perfectly with these priorities. Its ability to produce high-quality welds at high speeds, combined with minimal thermal impact, enables manufacturers to improve throughput while maintaining strict quality standards.
Furthermore, laser welding supports the trend toward digital manufacturing. Welding parameters such as power, speed, focal position, and beam modulation can be precisely programmed, monitored, and adjusted in real time. This digital controllability enhances process stability and supports advanced quality assurance strategies.
Laser Welding Principle: How Laser Welding Works
Understanding the fundamental principles of laser welding requires examining how laser energy interacts with materials and how this interaction translates into a stable welding process.
Laser–Material Interaction and Energy Density
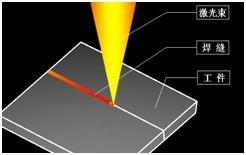
At the core of laser welding is the interaction between a focused laser beam and the material surface. When the laser beam strikes the workpiece, part of its energy is absorbed and converted into thermal energy. Due to the extremely high energy density, heating occurs rapidly within a very small area.
This localized heating causes the material to melt, and in some cases vaporize, depending on the laser power density. The molten material flows and solidifies to form a metallurgical bond once the laser beam moves away. Because the energy input is highly concentrated, the surrounding material experiences significantly less thermal influence compared to conventional welding processes.
Heat Input Characteristics in Laser Welding Processes
Heat input in laser welding is characterized by high peak temperatures and short interaction times. This combination results in a narrow heat-affected zone (HAZ) and reduced thermal distortion. The precise control of heat input is one of the main reasons laser welding can achieve superior dimensional accuracy.
By adjusting parameters such as laser power, welding speed, and beam focus, engineers can tailor the heat input to suit different materials and joint configurations. This flexibility allows laser welding to be applied across a wide range of industrial scenarios, from micro-scale electronic components to structural automotive parts.
Laser Welding Process Types: Heat Conduction vs Deep Penetration
Laser welding processes can be broadly classified into two categories based on power density and weld formation mechanisms: heat conduction welding and deep penetration (keyhole) welding.
Heat Conduction Laser Welding and Its Applications
Heat conduction laser welding occurs when the laser power density is relatively low, typically in the range of 10⁴–10⁵ W/cm². In this mode, the laser energy melts the surface layer of the material, and heat is transferred into the workpiece primarily through thermal conduction.
The resulting welds are characterized by shallow penetration and smooth surface appearance. Because the molten pool is stable and free from intense vaporization, heat conduction welding is well suited for thin materials, precision components, and applications where aesthetic quality is important.
Deep Penetration (Keyhole) Laser Welding Mechanism
When the laser power density exceeds approximately 10⁵–10⁷ W/cm², deep penetration laser welding occurs. The intense energy input causes rapid vaporization of the material, forming a narrow vapor cavity known as a keyhole. The laser beam penetrates deep into this cavity, delivering energy efficiently along the depth of the weld.
Deep penetration welding offers high welding speeds and a large depth-to-width ratio, making it ideal for thicker materials and high-strength joints. This process is widely used in automotive body structures, pressure vessels, and load-bearing components.
Power Density Thresholds and Weld Formation Behavior
The transition between heat conduction and deep penetration welding is governed by laser power density. Understanding this threshold is critical for selecting the appropriate welding mode and avoiding defects such as lack of fusion or excessive spatter.
Careful parameter optimization ensures stable keyhole formation and consistent weld quality. This highlights the importance of process knowledge and experimental validation in industrial laser welding applications.
Advantages of Laser Welding in Industrial Manufacturing
Laser welding offers a combination of technical advantages that distinguish it from traditional welding methods.
High Precision and Minimal Thermal Distortion
The high energy density and localized heating of laser welding result in minimal thermal distortion. This is particularly beneficial for precision components where dimensional accuracy is critical. Reduced distortion also minimizes the need for post-weld straightening or corrective machining.
Superior Weld Quality and Surface Finish
Laser-welded joints typically exhibit smooth seams, dense microstructures, and low levels of porosity. The clean welding environment and controlled heat input often eliminate the need for additional finishing operations, improving overall production efficiency.
Laser Welding for Dissimilar Materials
Laser welding demonstrates strong adaptability in joining dissimilar materials. By precisely controlling the heat input and weld pool dynamics, laser welding can reduce the formation of brittle intermetallic compounds that commonly occur in traditional welding processes.
Automation Compatibility and Production Efficiency
Laser welding systems integrate seamlessly with robotic arms and automated production lines. This compatibility supports high-volume manufacturing with consistent quality, reduced labor requirements, and improved cost efficiency.
Laser Welding for Precision Machinery and Mechanical Components
In precision machinery, laser welding enables the production of components with tight tolerances and complex geometries. Applications include bellows, sensors, and mechanical seals, where consistent weld quality directly affects functional performance.
Laser Welding in Electronics Manufacturing and Medical Devices
Electronics manufacturing benefits from laser welding’s precision and non-contact nature. It is commonly used for micro-welding of connectors, battery tabs, and hermetically sealed packages. In medical devices, laser welding supports clean, precise, and repeatable joining processes essential for regulatory compliance.
Laser Welding for Special Materials and Energy Systems
Laser welding plays an increasingly important role in welding titanium alloys, nickel-based alloys, and lithium-ion battery components. These applications demand precise heat control and reliable joint quality, both of which are well suited to laser-based processes.


Laser Welding Defects, Causes, and Engineering Solutions
Common Laser Welding Defects and Their Root Causes
Despite its advantages, laser welding is sensitive to process conditions. Common defects include lack of fusion, porosity, and cracking. These defects often result from improper parameter selection, joint design issues, or material inconsistencies.
Joint Gap Sensitivity in Laser Welding Processes
Laser welding is particularly sensitive to joint gap variations. Excessive gaps can disrupt molten pool stability and lead to lack of fusion defects. Accurate fixturing and precise assembly are therefore critical for achieving consistent weld quality.
Process Optimization Strategies for Stable Weld Quality
Engineering solutions to laser welding challenges include optimized joint design, controlled preheating or tack welding, and real-time monitoring of welding parameters. These strategies help maintain stable weld formation and reduce defect rates.
| WELDING SOLUTION | LASER POWER P (W) | WELDING SPEED v (m/min) | FOCAL LENGTH f (mm) | DEFOCS QTY Δf (mm) |
|---|---|---|---|---|
| 1 | 2800 | 1.2 | 150 | -0.5 |
| 1000 | 1 | |||
| 2 | 2800 | 1.2 |
Laser Welding Setup and Process Parameters
In a practical application involving 4 mm thick A3 steel plates, a 3 kW fiber laser was used to achieve single-pass welding with double-sided formation. The welding setup emphasized precise alignment and controlled parameter selection.
Comparison of Single-Pass and Two-Step Welding Strategies.
Direct single-pass welding resulted in lack of fusion at the tail end of the weld. By introducing a two-step strategy with low-power tack welding followed by high-power continuous welding, the weld quality improved significantly.
Thermal Stress, Gap Evolution, and Defect Prevention.

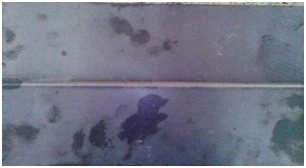
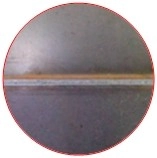
The case study demonstrated how thermal stress can cause joint gap expansion during welding. Tack welding stabilized the joint and prevented defect formation, highlighting the importance of process planning in laser welding.
Laser Welding as a Practical Manufacturing Solution.
From Process Design to Automation Integration
Successful laser welding implementation requires a holistic approach that considers process design, equipment selection, automation integration, and quality monitoring.
Key Considerations for Industrial Laser Welding Implementation.
Factors such as material properties, joint geometry, and production volume must be evaluated to fully leverage the benefits of laser welding.
Conclusion: The Future of Laser Welding Technology.
Laser welding continues to advance as a core manufacturing technology. Its precision, efficiency, and adaptability position it as a key enabler of next-generation industrial production systems.
Laser Welding FAQs.
What is laser welding and how does it work?
Laser welding uses a focused laser beam to melt and fuse materials with high precision and minimal thermal impact.
What are the main advantages of laser welding?.
Key advantages include high precision, minimal distortion, excellent weld quality, and strong automation compatibility.
Laser welding vs TIG welding: what are the differences?.
Laser welding offers higher speed, smaller heat-affected zones, and better suitability for automation compared to TIG welding.
Why is joint gap control critical in laser welding?.
Laser welding is highly sensitive to joint gaps; excessive gaps can lead to lack of fusion and reduced weld quality.
Which industries benefit most from laser welding?.
Automotive, precision machinery, electronics, medical devices, and energy systems all benefit significantly from laser welding.
Accordion. Open links with Enter or Space, close with Escape, and navigate with Arrow Keys.

V-Grooving Machine
- Press Brake
- Laser Cutting Machine
- Shearing Machine
- Press Brake Safety Precautions: Complete Guide for Safe Operation and Maintenance
- Hydraulic Press Machine
- Read more about Practical Methods for Press Brake Accuracy with Long Term Precision
- Rolling Machine
- Ironworker
- Press Brake Tooling
- Machinery Accessories




