







Key Technical Advantages of Profile-T3D:
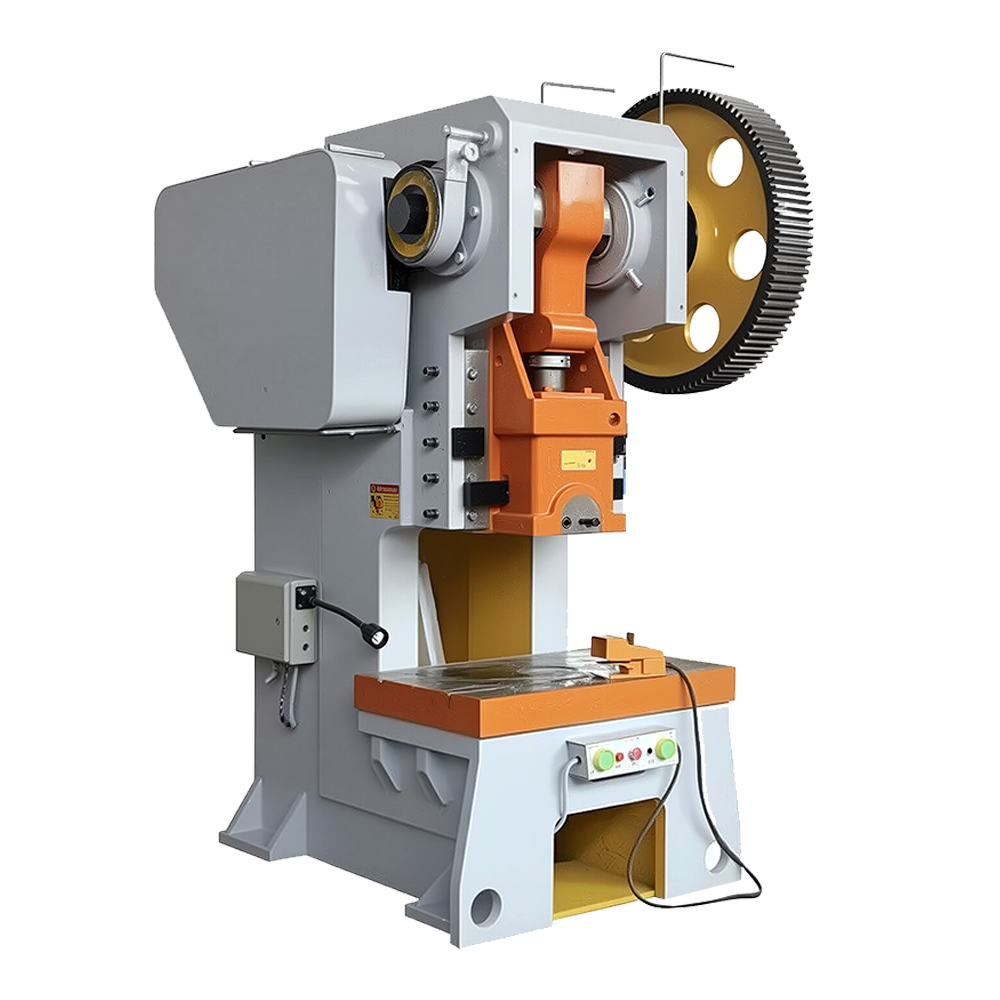
J21 Fixed Bench Punching Machine
Key Technical Advantages of Profile-T3D:
J21 Fixed Bench Punching Machine
Operational Flexibility.
Cost-Effective.
CAMT Mechanical Punching Stamping.
cnc control system
cnc control system
Slide descends to close the upper and lower dies for punching, bending, or forming; it resets via a brake and return springs during ascent.
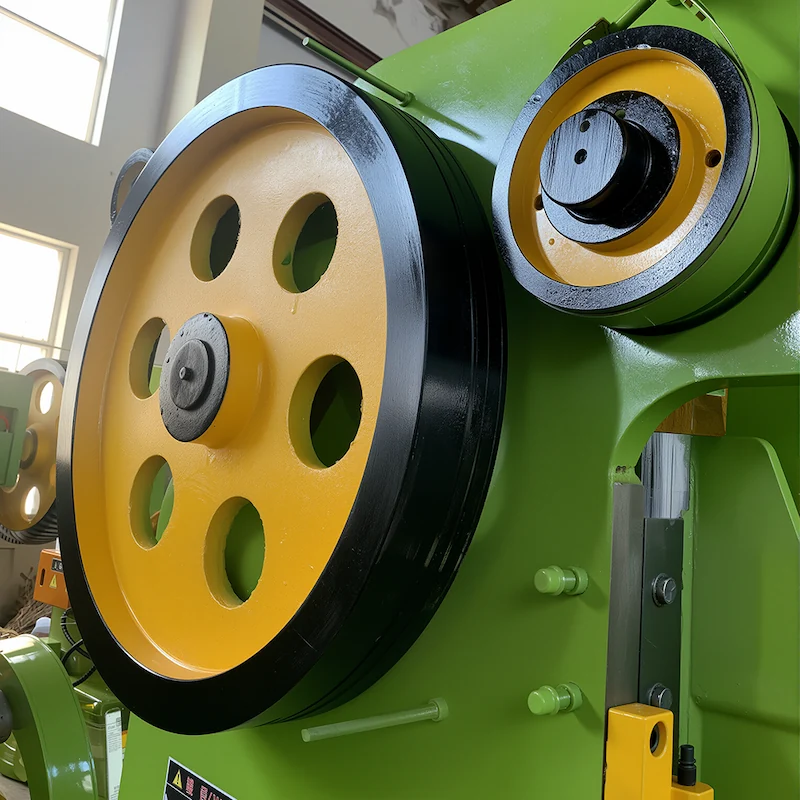
Flywheel’s inertia balances load fluctuations, ensuring smooth operation.
CAMT Components of Punching Machine
Key Mechanical Structural Configuration
C-type open-front design for high rigidity and easy die/material access.
Crankshaft, connecting rod, and slide form the main drive chain, with precision directly affecting stamping quality.
- Clutch controls slide movement.
- Foot pedal or push-button operation, with optional photoelectric safety guards.
- Die shank clamp, knock-out mechanism (ejection), and lubrication.
- Stamping Application for Punching Machine.
Widely used in the following industries
Blanking: Sheet metal cutting/punching (e.g., electrical enclosures, hardware).
- Forming: Bending/shallow drawing (e.g., brackets, hinges).
- Press-Fitting: Bearing/bushing assembly.
- Rubber Industry: Vulcanization and compression molding.
- Name.
- J23-10


J23-16
J23-25
- J23-40.
- J23-63.
- J23-80.
- J21-100.
| J21-125 | J21-160 | JH21-200 | JH21-250 | Nominal force KN | Stroke of Nominal force mm | Stroke of sliding block mm | Number of strokes times/min | Closed height mm | Closed height adjustment mm | Distance from slider block centre to the frame mm | Length between columns mm |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Hole size for die handle Diameter mm | 100 | 160 | 250 | 400 | 630 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 |
| Depth mm | 2 | 2 | 3 | 5 | 5 | 6 | 6 | 8 | 8 | 12 | 14 |
| Size of worktable Left-right mm | 50 | 60 | 70 | 100 | 100 | 120 | 130 | 130 | 160 | 180 | 200 |
| Front-back mm | 130 | 110 | 60 | 55 | 50 | 45 | 43 | 35 | 28 | 28 | 28 |
| Blanking hole diameter mm | 180 | 190 | 210 | 325 | 350 | 370 | 380 | 400 | 400 | 420 | 430 |
| Table plate thickness mm | 35 | 40 | 50 | 65 | 80 | 90 | 100 | 110 | 120 | 120 | 130 |
| The maximum tilt angle • | 130 | 150 | 180 | 250 | 260 | 275 | 310 | 340 | 390 | 390 | 390 |
| Dimensions Left-right mm | 140 | 160 | 230 | 270 | 310 | 410 | 520 | 560 | 580 | 680 | 700 |
| Height mm | 35 | 35 | 40 | 50 | 50 | 60 | 60 | 70 | 80 | 90 | 100 |
| Power KW | 50 | 60 | 60 | 70 | 70 | 70 | 90 | 120 | 150 | 150 | 170 |
| Mechanical drive ensures low failure rates and maintenance costs vs. hydraulic presses. | 360 | 440 | 500 | 680 | 720 | 750 | 900 | 930 | 1140 | 1390 | 1500 |
| Fast cycling (up to 120 SPM) for mass production. | 240 | 270 | 320 | 460 | 480 | 530 | 630 | 630 | 740 | 820 | 900 |
| Open-frame allows manual/semi-automatic feeding (compatible with feeders). | 80 | 100 | 130 | 150 | 160 | 180 | 180 | 200 | 200 | 220 | 250 |
| Lower upfront cost and energy consumption (flywheel reduces peak motor load). | 35 | 40 | 50 | 65 | 80 | 100 | 120 | 130 | 150 | 150 | 150 |
| breadcrumbs | 35 | 35 | 30 | 30 | 20 | 20 | |||||
| Dimensions Left-right mm | 680 | 730 | 920 | 1060 | 1130 | 1350 | 1480 | 1590 | 1855 | 2015 | 2340 |
| Fast cycling (up to 120 SPM) for mass production. | 630 | 950 | 1180 | 1435 | 1480 | 1715 | 1815 | 1890 | 2045 | 2475 | 2675 |
| Height mm | 1658 | 1750 | 2040 | 2350 | 2450 | 2670 | 2750 | 2850 | 2920 | 3780 | 3850 |
| Power KW | 1.1 | 1.5 | 2.2 | 4 | 5.5 | 7.5 | 11 | 11 | 15 | 18.5 | 22 |
Soft stop mode
- Mechanical drive ensures low failure rates and maintenance costs vs. hydraulic presses.
- Fast cycling (up to 120 SPM) for mass production.
- Open-frame allows manual/semi-automatic feeding (compatible with feeders).
- Lower upfront cost and energy consumption (flywheel reduces peak motor load).
