







Laser Welding Principle and Application Advantages in Modern Manufacturing
레이저 용접 기술 개요 및 산업적 중요성
레이저 용접은 고도로 집중된 레이저 빔을 열원으로 사용하여 재료를 융합하는 접합 기술입니다. 물리적 접촉이나 전기 아크에 의존하는 기존 용접 공정과 달리, 레이저 용접은 비접촉 제조 방식에 속합니다. 레이저 빔은 에너지를 국부적인 영역에 정밀하게 전달하여 탁월한 제어력으로 재료의 용융 및 접합이 이루어지도록 합니다.
현대 제조 시스템에서 레이저 용접은 틈새 공정에서 중요한 생산 기술로 발전했습니다. 제품 설계가 점점 더 높은 정밀도, 가벼운 구조, 더 강한 접합을 요구함에 따라, 전통적인 용접 방식은 과도한 열 변형이나 후처리 작업 없이 이러한 요구 사항을 충족하는 데 어려움을 겪는 경우가 많습니다. 레이저 용접은 높은 에너지 밀도와 정밀한 공정 제어 능력을 결합하여 이러한 문제를 해결하며, 대량 생산과 고부가가치 정밀 제조 모두에 적합합니다.

비접촉 제조 공정으로서의 레이저 용접
레이저 용접의 특징 중 하나는 비접촉 방식이라는 점입니다. 레이저 빔은 물리적 접촉 없이 재료 표면과 상호 작용하여 공구 마모 및 기계적 응력을 제거합니다. 이 기능은 얇은 재료, 섬세한 부품 또는 기계적 힘이 변형이나 손상을 유발할 수 있는 복잡한 형상과 관련된 응용 분야에서 특히 유리합니다.
레이저 빔은 광섬유 또는 유도 거울을 통해 전달될 수 있으므로, 레이저 용접 시스템은 시스템 통합에 있어 뛰어난 유연성을 제공합니다. 이를 통해 제조업체는 접근성이나 일관성을 저해하지 않고 밀폐된 공간, 복잡한 조립품 또는 완전 자동화된 생산 라인에서 용접 작업을 구현할 수 있습니다.
현대 제조 시스템에서 레이저 용접이 필수적인 이유
현대 제조는 자동화, 정밀도, 효율성을 점점 더 중요하게 여깁니다. 레이저 용접은 이러한 우선순위와 완벽하게 일치합니다. 고속으로 고품질 용접을 생산하는 능력과 최소한의 열 영향이 결합되어 제조업체는 엄격한 품질 표준을 유지하면서 처리량을 향상시킬 수 있습니다.
또한 레이저 용접은 디지털 제조 추세를 지원합니다. 출력, 속도, 초점 위치, 빔 변조와 같은 용접 매개변수는 실시간으로 정밀하게 프로그래밍, 모니터링 및 조정될 수 있습니다. 이러한 디지털 제어 가능성은 공정 안정성을 향상시키고 고급 품질 보증 전략을 지원합니다.
레이저 용접 원리: 레이저 용접 작동 방식
레이저 용접의 기본 원리를 이해하려면 레이저 에너지가 재료와 어떻게 상호 작용하고 이 상호 작용이 안정적인 용접 공정으로 어떻게 전환되는지 살펴보아야 합니다.
레이저-재료 상호 작용 및 에너지 밀도
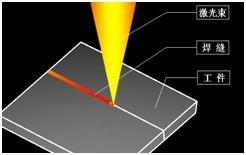
레이저 용접의 핵심은 집중된 레이저 빔과 재료 표면 간의 상호 작용입니다. 레이저 빔이 공작물에 닿으면 에너지의 일부가 흡수되어 열에너지로 변환됩니다. 극도로 높은 에너지 밀도로 인해 매우 작은 영역 내에서 급격하게 가열이 발생합니다.
이러한 국부적인 가열은 레이저 출력 밀도에 따라 재료를 용융시키고, 경우에 따라서는 기화시킵니다. 레이저 빔이 멀어지면 용융된 재료는 흘러내려 응고되어 야금학적 결합을 형성합니다. 에너지 입력이 고도로 집중되어 있기 때문에 주변 재료는 기존 용접 공정에 비해 훨씬 적은 열 영향을 받습니다.
레이저 용접 공정의 열 입력 특성
레이저 용접의 열 입력은 높은 최고 온도와 짧은 상호작용 시간을 특징으로 합니다. 이러한 조합은 좁은 열영향부(HAZ)와 감소된 열 변형을 초래합니다. 열 입력의 정밀한 제어는 레이저 용접이 우수한 치수 정확도를 달성할 수 있는 주요 이유 중 하나입니다.
레이저 출력, 용접 속도, 빔 초점과 같은 매개변수를 조정함으로써 엔지니어는 다양한 재료와 접합부 구성에 맞게 열 입력을 조절할 수 있습니다. 이러한 유연성 덕분에 레이저 용접은 마이크로 스케일 전자 부품부터 자동차 구조 부품에 이르기까지 광범위한 산업 시나리오에 적용될 수 있습니다.
레이저 용접 공정 유형: 열 전도 vs 심층 용입
레이저 용접 공정은 출력 밀도와 용접 형성 메커니즘에 따라 크게 두 가지 범주로 분류할 수 있습니다: 열 전도 용접과 심층 용입(키홀) 용접.
열 전도 레이저 용접 및 그 응용
열 전도 레이저 용접은 레이저 출력 밀도가 비교적 낮을 때, 일반적으로 10⁴–10⁵ W/cm² 범위에서 발생합니다. 이 모드에서는 레이저 에너지가 재료의 표면층을 녹이고, 열은 주로 열 전도를 통해 공작물로 전달됩니다.
결과 용접부는 얕은 용입과 매끄러운 표면 외관을 특징으로 합니다. 용융 풀이 안정적이고 강한 기화가 없기 때문에 열 전도 용접은 얇은 재료, 정밀 부품 및 미적 품질이 중요한 응용 분야에 매우 적합합니다.
심층 용입(키홀) 레이저 용접 메커니즘
레이저 출력 밀도가 약 10⁵–10⁷ W/cm²를 초과하면 심층 용입 레이저 용접이 발생합니다. 강렬한 에너지 입력은 재료의 급속한 기화를 유발하여 키홀로 알려진 좁은 증기 공동을 형성합니다. 레이저 빔은 이 공동 깊숙이 침투하여 용접 깊이를 따라 효율적으로 에너지를 전달합니다.
심층 용입 용접은 높은 용접 속도와 큰 깊이-폭 비율을 제공하여 두꺼운 재료 및 고강도 접합부에 이상적입니다. 이 공정은 자동차 차체 구조, 압력 용기 및 하중 지지 부품에 널리 사용됩니다.
출력 밀도 임계값 및 용접 형성 거동
열 전도 용접과 심층 용입 용접 간의 전환은 레이저 출력 밀도에 의해 결정됩니다. 이 임계값을 이해하는 것은 적절한 용접 모드를 선택하고 융합 부족 또는 과도한 스패터와 같은 결함을 피하는 데 중요합니다.
신중한 매개변수 최적화는 안정적인 키홀 형성 및 일관된 용접 품질을 보장합니다. 이는 산업용 레이저 용접 응용 분야에서 공정 지식과 실험적 검증의 중요성을 강조합니다.
산업 제조 분야에서 레이저 용접의 장점
레이저 용접은 기존 용접 방법과 차별화되는 기술적 장점들을 제공합니다.
고정밀 및 최소 열 변형
The high energy density and localized heating of laser welding result in minimal thermal distortion. This is particularly beneficial for precision components where dimensional accuracy is critical. Reduced distortion also minimizes the need for post-weld straightening or corrective machining.
Superior Weld Quality and Surface Finish
Laser-welded joints typically exhibit smooth seams, dense microstructures, and low levels of porosity. The clean welding environment and controlled heat input often eliminate the need for additional finishing operations, improving overall production efficiency.
Laser Welding for Dissimilar Materials
Laser welding demonstrates strong adaptability in joining dissimilar materials. By precisely controlling the heat input and weld pool dynamics, laser welding can reduce the formation of brittle intermetallic compounds that commonly occur in traditional welding processes.
Automation Compatibility and Production Efficiency
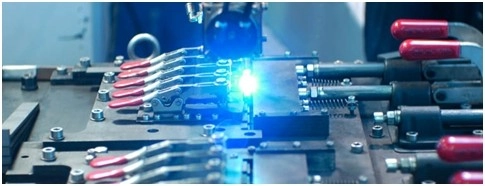
Laser welding systems integrate seamlessly with robotic arms and automated production lines. This compatibility supports high-volume manufacturing with consistent quality, reduced labor requirements, and improved cost efficiency.
Laser Welding for Precision Machinery and Mechanical Components
In precision machinery, laser welding enables the production of components with tight tolerances and complex geometries. Applications include bellows, sensors, and mechanical seals, where consistent weld quality directly affects functional performance.
Laser Welding in Electronics Manufacturing and Medical Devices
Electronics manufacturing benefits from laser welding’s precision and non-contact nature. It is commonly used for micro-welding of connectors, battery tabs, and hermetically sealed packages. In medical devices, laser welding supports clean, precise, and repeatable joining processes essential for regulatory compliance.
Laser Welding for Special Materials and Energy Systems
Laser welding plays an increasingly important role in welding titanium alloys, nickel-based alloys, and lithium-ion battery components. These applications demand precise heat control and reliable joint quality, both of which are well suited to laser-based processes.


Laser Welding Defects, Causes, and Engineering Solutions
Common Laser Welding Defects and Their Root Causes
Despite its advantages, laser welding is sensitive to process conditions. Common defects include lack of fusion, porosity, and cracking. These defects often result from improper parameter selection, joint design issues, or material inconsistencies.
Joint Gap Sensitivity in Laser Welding Processes
Laser welding is particularly sensitive to joint gap variations. Excessive gaps can disrupt molten pool stability and lead to lack of fusion defects. Accurate fixturing and precise assembly are therefore critical for achieving consistent weld quality.
Process Optimization Strategies for Stable Weld Quality
Engineering solutions to laser welding challenges include optimized joint design, controlled preheating or tack welding, and real-time monitoring of welding parameters. These strategies help maintain stable weld formation and reduce defect rates.
| WELDING SOLUTION | LASER POWER P (W) | WELDING SPEED v (m/min) | FOCAL LENGTH f (mm) | DEFOCS QTY Δf (mm) |
|---|---|---|---|---|
| 1 | 2800 | 1.2 | 150 | -0.5 |
| 1000 | 1 | |||
| 2 | 2800 | 1.2 |
Case Study: Process Optimization in Laser Welding of Steel Plates
Laser Welding Setup and Process Parameters
In a practical application involving 4 mm thick A3 steel plates, a 3 kW fiber laser was used to achieve single-pass welding with double-sided formation. The welding setup emphasized precise alignment and controlled parameter selection.
Comparison of Single-Pass and Two-Step Welding Strategies
Direct single-pass welding resulted in lack of fusion at the tail end of the weld. By introducing a two-step strategy with low-power tack welding followed by high-power continuous welding, the weld quality improved significantly.

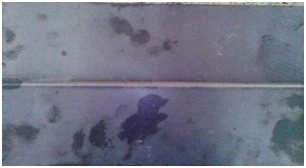
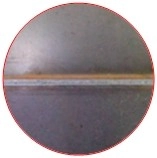
Thermal Stress, Gap Evolution, and Defect Prevention
The case study demonstrated how thermal stress can cause joint gap expansion during welding. Tack welding stabilized the joint and prevented defect formation, highlighting the importance of process planning in laser welding.
Laser Welding as a Practical Manufacturing Solution
From Process Design to Automation Integration
Successful laser welding implementation requires a holistic approach that considers process design, equipment selection, automation integration, and quality monitoring.
Key Considerations for Industrial Laser Welding Implementation
Factors such as material properties, joint geometry, and production volume must be evaluated to fully leverage the benefits of laser welding.
Conclusion: The Future of Laser Welding Technology
Laser welding continues to advance as a core manufacturing technology. Its precision, efficiency, and adaptability position it as a key enabler of next-generation industrial production systems.
Laser Welding FAQs
What is laser welding and how does it work?
Laser welding uses a focused laser beam to melt and fuse materials with high precision and minimal thermal impact.
What are the main advantages of laser welding?
Key advantages include high precision, minimal distortion, excellent weld quality, and strong automation compatibility.
Laser welding vs TIG welding: what are the differences?
Laser welding offers higher speed, smaller heat-affected zones, and better suitability for automation compared to TIG welding.
Why is joint gap control critical in laser welding?
Laser welding is highly sensitive to joint gaps; excessive gaps can lead to lack of fusion and reduced weld quality.
Which industries benefit most from laser welding?
Automotive, precision machinery, electronics, medical devices, and energy systems all benefit significantly from laser welding.

Metalworking specialist with 12 years of experience in sheet metal fabrication and press brake applications, certified by ASME.




