







Laser Cutting Gas Role and Selection

laser cutting gas
press brake machine.
press brake safety
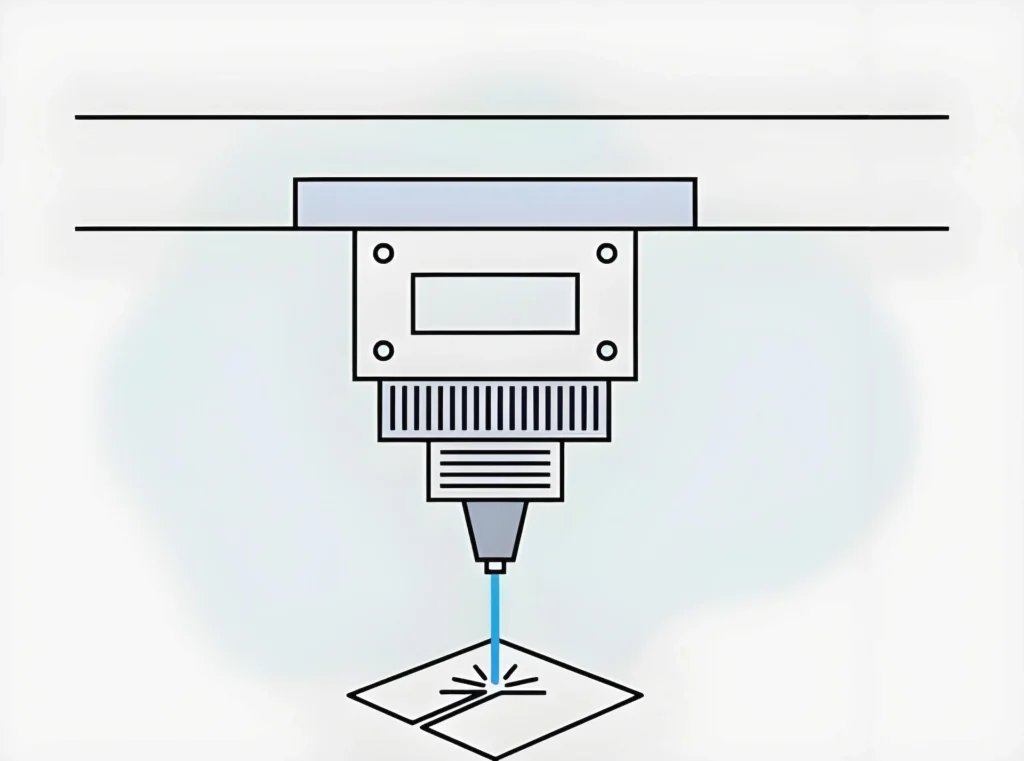
Когда лазерный луч попадает на материал, он образует расплавленный остаток в месте резки. Без надлежащего управления этот остаток может прилипать к кромкам реза, что приводит к шероховатым поверхностям, неровным резам или даже повреждению заготовки. Вспомогательные газы, такие как кислород, азот или сжатый воздух, подаются через режущее сопло под точным давлением, чтобы сдуть этот расплавленный материал, обеспечивая чистые, гладкие резы и поддерживая непрерывность процесса.
Например, при резке углеродистой стали кислород часто используется для удаления расплавленного материала, одновременно способствуя горению, что ускоряет процесс резки за счет добавления тепла посредством экзотермической реакции. Напротив, азот предпочтителен для нержавеющей стали, чтобы предотвратить окисление и получить полированные кромки без заусенцев. Эффективность удаления мусора зависит от выбора газа для лазерной резки, его давления (обычно 0,3–2 МПа) и расхода, которые могут значительно варьироваться в зависимости от толщины материала и характеристик станка. Правильный выбор газа обеспечивает стабильное качество резки, решая проблемы пользователей, связанные с получением чистых кромок при использовании волоконных лазерных резаков.
2. Охлаждение зоны резки для повышения точности
Интенсивное тепло, выделяющееся при лазерной резке, может вызвать термическую деформацию или расширенную зону термического влияния (ЗТВ), что может поставить под угрозу целостность материала или привести к неточным резам. Вспомогательные газы обеспечивают охлаждающий эффект, рассеивая тепло из зоны резки, минимизируя ЗТВ и предотвращая деформацию. Это особенно важно для термочувствительных материалов, таких как алюминий, тонкая нержавеющая сталь или неметаллические подложки.
Азот или сжатый воздух обычно используются для охлаждения при резке алюминия или нержавеющей стали, поскольку эти газы эффективно снижают термическое напряжение. Например, инертные свойства азота делают его идеальным для поддержания целостности материала в высокоточных приложениях. Кроме того, лазерные чиллеры, такие как S&A Chiller, дополняют вспомогательные газы, регулируя внутреннюю температуру станка для лазерной резки, обеспечивая стабильную работу во время длительных операций. Эта комбинация газового охлаждения и поддержки чиллера необходима для пользователей станков лазерной резки с ЧПУ, стремящихся к высокой точности и минимальной постобработке.
3. Управление окислением для получения результатов, специфичных для материала
Вспомогательные газы играют решающую роль в контроле химических реакций, особенно окисления, во время процесса лазерной резки. Для углеродистой стали кислород используется для стимулирования экзотермической реакции, генерируя дополнительное тепло, которое ускоряет резку, особенно для более толстых материалов. Однако чистота кислорода имеет решающее значение — обычно 99,5% или выше — для предотвращения примесей, которые могут ухудшить качество резки или повлиять на производительность станка. Нечистый кислород может привести к поверхностному окислению или непоследовательным резам, что является общей проблемой для пользователей волоконных лазерных резаков.
Напротив, нержавеющая сталь, алюминий и другие цветные металлы требуют азота в качестве инертного газа для предотвращения окисления, что приводит к чистым, без оксидов кромкам. Это жизненно важно для таких отраслей, как аэрокосмическая промышленность, производство медицинских устройств или пищевая промышленность, где гладкие, полированные поверхности являются обязательными. Для более толстой нержавеющей стали (8 мм и более) необходим азот сверхвысокой чистоты (99,999%) для поддержания качества в условиях высокого давления (до 2 МПа и выше). Таким образом, выбор газа для лазерной резки напрямую влияет на окончательный внешний вид и функциональность реза, удовлетворяя потребности пользователей в результатах, специфичных для материала.
Как выбрать правильный вспомогательный газ для вашего станка лазерной резки
Выбор подходящего вспомогательного газа включает в себя баланс между типом материала, толщиной, желаемым качеством резки и соображениями стоимости. Ниже мы рассмотрим применение кислорода, азота и сжатого воздуха в операциях лазерной резки, предоставляя подробные рекомендации для удовлетворения поисковых запросов пользователей и оптимизации производительности.
1. Кислород: основной выбор для резки углеродистой стали
Кислород является предпочтительным вспомогательным газом для углеродистой стали благодаря его способности увеличивать скорость резки за счет окисления. Экзотермическая реакция генерирует дополнительное тепло, позволяя лазеру более эффективно резать более толстые материалы. Кислород высокой чистоты (99,5% или выше) необходим для обеспечения чистых резов и предотвращения загрязнения, которое может привести к поверхностным дефектам или проблемам с машиной.
Servo Models: Need minimal maintenance, focusing on lubrication and software updates.: Идеально подходит для углеродистой стали различной толщины, от тонких листов до плит толщиной 22 мм и более.
Требования к давлению: Обычно составляет от 0,3 до 0,8 МПа, при давлении в сопле 0,02–0,05 МПа, в зависимости от станка и толщины материала.
Расход: Для углеродистой стали толщиной 22 мм расход может достигать 10 м³/ч, включая защитный кислород для двухслойных сопел для защиты лазерной линзы.
Стоимость: Кислород относительно экономичен по сравнению с азотом, что делает его популярным выбором для резки углеродистой стали в больших объемах.
Соображения: Примеси в кислороде могут вызывать непостоянные резы или поверхностное окисление, поэтому надежная подача высокой чистоты имеет решающее значение для производительности станка лазерной резки с ЧПУ. Регулярное обслуживание систем подачи газа необходимо для предотвращения загрязнения.
2. Азот: Предпочтителен для нержавеющей стали и цветных металлов
Азот является вспомогательным газом выбора для резки нержавеющей стали, алюминия, меди, латуни и других цветных металлов, где необходимо избегать окисления. Будучи инертным газом, азот предотвращает образование оксидов, обеспечивая чистые, блестящие кромки, требующие минимальной постобработки. Однако резка азотом часто требует более высоких давлений и расходов, особенно для более толстых материалов, что может увеличить эксплуатационные расходы.
Servo Models: Need minimal maintenance, focusing on lubrication and software updates.: Рекомендуется для нержавеющей стали (8 мм или толще), алюминия, меди и других цветных металлов, требующих полированной поверхности.
Требования к чистоте: Для толстой нержавеющей стали (12 мм и более) чистота азота должна составлять 99,999% для обеспечения оптимального качества кромки.
Требования к давлению: Резка толстой нержавеющей стали может потребовать давления, превышающего 1 МПа, иногда достигая 2 МПа или выше для листов толщиной до 20 мм.
Расход: Значительно варьируются в зависимости от толщины — например, 150 м³/ч для нержавеющей стали толщиной 12 мм, 50 м³/ч или менее для нержавеющей стали толщиной 3 мм.
Стоимость: Азот дороже кислорода из-за его высокой чистоты и требований к большому объему, особенно для толстых материалов.
Соображения: Постоянная подача азота имеет решающее значение для предотвращения перебоев, так как высокие расходы могут быстро истощить запасы при работе волоконного лазерного резака. Пользователям следует инвестировать в надежные системы хранения и подачи газа.

3. Сжатый воздух: Экономичная альтернатива
Сжатый воздух является экономичным вариантом для некоторых применений лазерной резки, особенно когда стоимость является основным фактором или при резке тонких материалов. Однако он требует тщательной фильтрации и сушки для удаления влаги, масла и загрязняющих веществ, которые могут повредить оптику станка лазерной резки или ухудшить качество реза. Сжатый воздух выполняет несколько функций, включая роль режущего газа, питание зажимных механизмов и очистку оптической системы.
Servo Models: Need minimal maintenance, focusing on lubrication and software updates.: Подходит для тонких материалов (например, сталь или алюминий <3 мм) или экономичных операций, где качество кромки менее критично.
Требования к обработке: Отфильтрованный и осушенный сжатый воздух разделяется на три потока:
Смешивается с высокочистым кислородом или азотом для образования режущего газа.
Приводит в действие зажимные цилиндры на рабочем столе для надежного позиционирования материала.
Очищает оптическую систему для обеспечения беспыльной работы и защиты лазерных линз.
Стоимость: Сжатый воздух является наиболее экономичным вспомогательным газом, что делает его идеальным для бюджетных операций или небольших мастерских.
Соображения: Высококачественный воздушный компрессор с усовершенствованной фильтрацией необходим для предотвращения загрязнения защитных линз лазера, что может ухудшить качество резки или повредить оптическую систему в применениях станков лазерной резки с ЧПУ.

Практические советы по оптимизации выбора вспомогательного газа
Подбор газа по материалу и толщине: Выбирайте кислород для углеродистой стали, азот для нержавеющей стали и цветных металлов, а сжатый воздух для тонких материалов или экономичных проектов. Например, используйте азот для нержавеющей стали толщиной 12 мм для получения кромок без оксидов, но переключитесь на кислород для углеродистой стали толщиной 20 мм, чтобы использовать экономичное окисление.
Обеспечение чистоты и подачи газа: Поддерживайте высокую чистоту кислорода (99,5%+) и азота (99,999% для толстой нержавеющей стали), чтобы избежать проблем с качеством. Инвестируйте в надежных поставщиков газа или системы генерации газа на месте, чтобы обеспечить бесперебойную подачу.
Оптимизация давления и расхода: Убедитесь, что сопла и система подачи газа вашего станка лазерной резки поддерживают требуемое давление (например, 0,3–2 МПа) и расход (например, 10–150 м³/ч) для вашего материала и толщины. Обратитесь к руководству по эксплуатации вашего станка или к производителям, таким как Trumpf, для получения конкретных настроек.
Баланс затрат: Сжатый воздух — самый дешевый вариант, но затраты на азот могут значительно возрасти для толстой нержавеющей стали. Используйте расходомеры для контроля потребления и оптимизации расходов, особенно при работе с волоконными лазерными резаками с большим объемом производства.
Поддержка оборудованием: Оснастите свой станок лазерной резки высококачественным воздушным компрессором и лазерным чиллером (например, S&A Chiller) для поддержания стабильной работы, защиты оптических компонентов и повышения эффективности охлаждения. Регулярное техническое обслуживание этих систем имеет решающее значение для предотвращения простоев.
Расширенные соображения по управлению вспомогательным газом
Обслуживание системы подачи газа: Регулярно проверяйте газовые линии, сопла и регуляторы на предмет утечек или засоров. Загрязняющие вещества, такие как масло или вода в подаче газа, могут повредить лазерную линзу, что приведет к дорогостоящему ремонту. Используйте высококачественные системы фильтрации для сжатого воздуха и убедитесь, что баллоны с азотом и кислородом хранятся в контролируемых условиях для поддержания чистоты.
Выбор и калибровка сопла: Конструкция сопла влияет на поток газа и распределение давления. Например, двухслойные сопла часто используются с кислородом для обеспечения защитного потока газа, уменьшая загрязнение линзы. Калибруйте настройки сопла в зависимости от толщины материала и типа газа, как рекомендовано производителями, такими как Trumpf или Bystronic.
Интеграция с автоматизацией: Современные станки лазерной резки с ЧПУ часто оснащены автоматизированными системами выбора газа, которые регулируют давление и поток в зависимости от материала и толщины. Изучите станки со встроенным программным обеспечением для управления газом, чтобы оптимизировать операции и уменьшить количество ручных ошибок.
Экологические соображения и соображения безопасности: Системы высокого давления газа требуют осторожного обращения для предотвращения утечек или несчастных случаев. Обеспечьте соблюдение стандартов безопасности, таких как те, что изложены OSHA для хранения и обращения с газом, и обучите операторов надлежащим протоколам управления газом.
Повышение производительности с помощью интегрированных систем
Максимальное повышение производительности станка лазерной резки требует интеграции управления вспомогательным газом с другими критически важными системами, такими как лазерные чиллеры. Чиллеры S&A, широко используемые в волоконных лазерных резаках, поддерживают стабильные рабочие температуры, предотвращая перегрев и обеспечивая постоянную мощность лазера. Это дополняет охлаждающие эффекты вспомогательных газов, повышая точность и продлевая срок службы станка. Например, хорошо обслуживаемый чиллер может снизить тепловую нагрузку на лазерный источник, позволяя проводить более длительные сеансы резки без ухудшения качества.
Регулярное техническое обслуживание системы подачи газа не менее важно. Проверяйте на наличие утечек, контролируйте чистоту газа с помощью датчиков и очищайте сопла для предотвращения засоров или загрязнений. Сочетая правильный выбор газа с надежным обслуживанием оборудования, вы можете добиться превосходного качества резки, минимизировать время простоя и повысить производительность операций на станках лазерной резки с ЧПУ.
Часто задаваемые вопросы (FAQ)
Какой вспомогательный газ лучше всего подходит для резки нержавеющей стали?
Азот — лучший выбор для нержавеющей стали, особенно для толщин 8 мм и более, так как он предотвращает окисление и обеспечивает чистые, полированные края. Используйте азот сверхвысокой чистоты (99,999%) для толстых листов, чтобы обеспечить качество.Как кислород улучшает резку углеродистой стали?
Кислород способствует экзотермической реакции, генерируя дополнительное тепло, которое ускоряет резку, особенно для более толстой углеродистой стали (до 22 мм). Обеспечьте чистоту 99,5%, чтобы избежать примесей, которые могут повлиять на качество реза.Может ли сжатый воздух заменить азот или кислород?
Сжатый воздух является экономичной альтернативой для тонких материалов или менее требовательных применений, но он требует усовершенствованной фильтрации для предотвращения загрязнения. Он менее подходит для толстой нержавеющей стали или высокоточных резов.Как снизить затраты на вспомогательный газ?
Оптимизируйте расход с помощью расходомеров, используйте сжатый воздух для тонких материалов и инвестируйте в системы генерации газа на месте для азота или кислорода, чтобы снизить зависимость от внешних поставщиков.
Заключение: Достижение точности с правильным вспомогательным газом
Вспомогательные газы являются основой эффективной лазерной резки, обеспечивая чистые, точные и эффективные резы для широкого спектра материалов. Понимая роль кислорода, азота и сжатого воздуха, а также выбирая подходящий газ для лазерной резки в зависимости от типа материала, толщины и стоимости, вы можете оптимизировать свой волоконный лазерный резак или станок лазерной резки с ЧПУ для превосходной производительности. Интеграция правильного выбора газа с таким оборудованием, как чиллеры S&A и высококачественные воздушные компрессоры, обеспечивает стабильное качество реза, минимальные отходы и повышенную производительность.
Для получения дополнительной информации по оптимизации процесса лазерной резки изучите наши ресурсы по передовым методам лазерной резки или проконсультируйтесь с отраслевыми экспертами, чтобы адаптировать вашу установку к вашим конкретным потребностям. При правильном подходе к управлению газом для лазерной резки вы можете достичь результатов профессионального уровня и оставаться впереди в точном производстве.

V-Grooving Machine
- Press Brake
- Laser Cutting Machine
- Shearing Machine
- Press Brake Safety Precautions: Complete Guide for Safe Operation and Maintenance
- Hydraulic Press Machine
- Read more about Practical Methods for Press Brake Accuracy with Long Term Precision
- Rolling Machine
- Ironworker
- Press Brake Tooling
- Machinery Accessories




