







Häufige Fehler beim Kauf einer Abkantpresse
Die Wahl der richtigen Abkantpresse ist eine der wichtigsten Entscheidungen für jede Metallverarbeitungsfirma. Eine schlechte Wahl kann zu inkonsistenten Biegungen, übermäßigem Ausschuss, häufigen Ausfällen und Tausenden von Dollar an versteckten Kosten führen. Im Jahr 2026, mit höheren Materialkosten und der Nachfrage nach Präzisionsteilen, ist die Vermeidung häufiger Fehler beim Kauf einer Abkantpresse für langfristige Rentabilität und Wettbewerbsfähigkeit unerlässlich.
Dieser Expertenleitfaden behandelt die Top 12 Fehler, die Hersteller bei der Auswahl einer Abkantpresse machen, komplett mit praktischen Formeln zur Tonnageberechnung, realen Beispielen, aktualisierten Vergleichen von Steuerungssystemen für 2026 und 8 detaillierten Fallstudien aus der Fertigung.

Key Takeaways for 2026
– Berechnen Sie die Tonnage immer mit einem Sicherheitsspielraum von mindestens 20 % für zukünftiges Wachstum und hochfeste Materialien.
– Priorisieren Sie die hydraulische Bombierung für Teile, die länger als 4 Fuß sind oder enge Toleranzen aufweisen.
– Passen Sie Steuerungssysteme an die Fähigkeiten des Bedieners an — Delem DA-66T bietet eine fortschrittliche 3D-Visualisierung.
– Bewerten Sie die Verfügbarkeit von Ersatzteilen vor Ort und die Reaktionszeiten, um Ausfallzeiten zu minimieren.
– Berücksichtigen Sie frühzeitig den gesamten Platzbedarf, elektrische Aufrüstungen und Installationskosten.
1. Die wahren Auswirkungen einer schlechten Abkantpressen-Auswahl
Falsche Abkantpressen-Entscheidungen beeinflussen die Teilequalität, die Bedienereffizienz und die Gesamtbetriebskosten. Wichtige Faktoren im Jahr 2026 sind eine genaue Tonnageberechnung, Bombiersysteme für die Balkenbiegung, ausreichende Hinteranschlagachsen, moderne CNC-Steuerungen (Delem, Cybelec, ESA), Werkzeugkompatibilität und ein starker lokaler Service-Support.
2. Fehler 1: Unterschätzung der erforderlichen Tonnagekapazität
Die Unterschätzung der Tonnage ist einer der teuersten Fehler beim Kauf einer Abkantpresse. Sie führt zu Maschinenüberlastung, Hydraulikausfällen und inkonsistenten Biegungen.
Formel zur genauen Tonnageberechnung (2026)
Standardformel für das Freibiegen (ungefähre metrische Tonnen pro Meter für Baustahl):
Tonnage pro Meter ≈ (K × T² × L) / V
Wobei:
– T = Materialstärke (mm)
– L = Biegelänge (mm)
– V = V-Öffnung der Matrize (üblicherweise 8×T)
– K ≈ 1.33 für Baustahl (450 MPa)
Praxisbeispiel:
Biegen von 3mm Baustahl, 3000mm Länge, 24mm V-Matrize → Gesamt ≈ 150 Tonnen.
Edelstahl: ×1.5 Aluminium: ×0.55
Immer mindestens **20% Sicherheitsmarge** für hochfeste Stähle (AHSS) hinzufügen, die im Jahr 2026 üblich sind.

Für detailliertere Methoden zur Tonnageberechnung siehe diesen umfassenden Leitfaden von The Fabricator: Vier Schritte zur Berechnung von Abkantpressen-Tonnagegrenzen.
Praxis-Fallstudie 1 – Unterschätzung der Tonnage
Ein Hersteller aus dem Mittleren Westen der USA wählte eine 80-Tonnen-Abkantpresse für gelegentliche 4mm Edelstahlteile. Hydraulikfehler traten dreimal in sechs Monaten auf, was **$68,000** an Reparaturen und Produktionsausfällen kostete. Ein Upgrade auf eine 150-Tonnen-Maschine mit hydraulischer Bombierung reduzierte die Ausschussrate von 18% auf 3%, wobei der ROI in 8 Monaten erreicht wurde.
Praxis-Fallstudie 2 – Überlastung durch hochfesten Stahl
Ein taiwanesischer Automobilzulieferer nutzte eine 110-Tonnen-Maschine für neue AHSS-Komponenten. Die Maschine überhitzte täglich und produzierte gerissene Biegungen. Nach dem Wechsel zu einer 200-Tonnen-Abkantpresse mit angemessener Sicherheitsmarge erhöhte sich die Tagesproduktion um **42%** und die Teileausschussrate sank auf unter 2%.
Schnelle Tonnage-Checkliste
– Berechnen Sie für Ihr dickstes Material und die engste Matrizenöffnung
– Wenden Sie den korrekten Materialfaktor an (1,5× für Edelstahl, 0,55× für Aluminium)
– Fügen Sie 20 % Sicherheitsmarge hinzu und planen Sie für zukünftige hochfeste Materialien
Für einen tieferen Einblick in die Tonnageauswahl lesen Sie unseren verwandten Artikel: 100 Tonnen vs. 160 Tonnen Abkantpresse: Welche benötigen Sie.
3. Fehler 2: Ignorieren von Bombiersystemen und Balkendurchbiegung
Balkendurchbiegung verursacht den “Boating”-Effekt – inkonsistente Biegewinkel über die gesamte Teillänge, besonders problematisch bei Teilen über 4 Fuß oder mit hochfesten Materialien.
Vergleich von hydraulischer und mechanischer Bombierung
| A: Hydraulic models need regular oil and filter changes; servo models require lubrication and software updates to maintain performance. | Hydraulische Bombierung | Mechanische Bombierung | Auswirkung 2026 |
|---|---|---|---|
| Präzision & Einstellung | Echtzeit einstellbar | Einstellung bei der Installation | Hydraulik reduziert Ausschuss um 15-25 % |
| Maintenance | Erfordert Wartung des Hydrauliksystems | Simpler, lower complexity | Mechanical suitable for lower volume |
| Am besten geeignet für | High-precision work | Standard production | Essential for ±0.010″ tolerances |
Learn more about beam deflection and crowning best practices in this detailed industry article: Press Brake Tonnage Calculation and Selection Guide.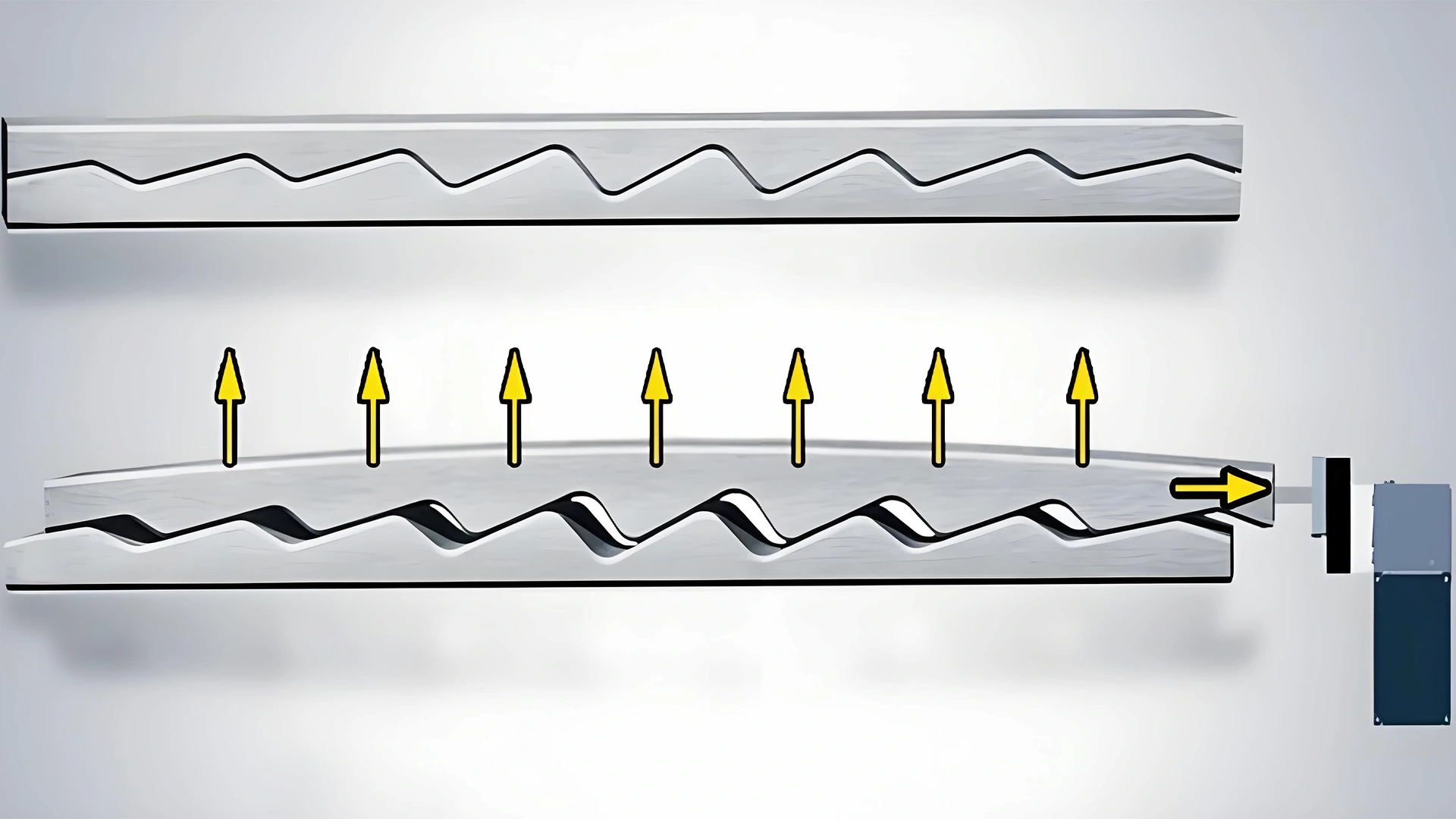
Real Shop Case Study – Crowning Oversight
An automotive parts supplier ignored crowning on 4+ foot runs. Bend angles deviated by ±1.5°, causing 12% customer returns. Adding hydraulic crowning improved consistency to ±0.2°, saving approximately $35,000 annually in rework and materials.
Quick Crowning Checklist
– Consider crowning for any part longer than 4 feet
– Prioritize hydraulic systems for high-tensile or thick materials
– Verify tolerance requirements (±0.010″ or tighter needs crowning)
Want to understand crowning in more detail? Check our guide: Warum Abkantpressen-Bombierung benötigt wird.
4. Mistake 3: Selecting Insufficient Backgauge Axes
Real Shop Case Study – Insufficient Backgauge Axes
A custom enclosure manufacturer in California used a 2-axis backgauge for multi-bend panels. Setup time averaged 18 minutes per part and error rate reached 22%. Upgrading to a 6-axis system cut setup time to 4 minutes and increased daily output by 67%.
Quick Backgauge Checklist
– Review current and planned part geometries
– Choose at least 4-axis for versatility
– Consider 6-axis if producing multi-bend complex parts
5. Mistake 4: Overlooking Bed Length and Bending Capacity
Real Shop Case Study – Bed Length Limitation
A heavy-equipment parts fabricator bought a 3-meter bed machine but frequently needed 3.8-meter sections. They had to weld two shorter pieces, adding 45 minutes per part and **$12,000** monthly in extra labor. Switching to a 4.5-meter bed eliminated secondary operations and paid for itself in 5 months.
Quick Bed Length Checklist
– Measure longest current and future parts
– Balance versatility with available shop floor space
– Distinguish between bending length and overall machine length
6. Mistake 5: Choosing an Incompatible Control System
Popular 2026 Control Systems Comparison
| Brand / Model | Control System | Am besten geeignet für |
|---|---|---|
| Delem DA-66T | 17″ touchscreen, 3D visualization, automatic sequencing | High-volume, complex parts |
| Cybelec (Modeva) | Intuitive graphical interface, strong offline programming | Operators transitioning to CNC |
| ESA | Modern touch-screen, robust CAD/CAM integration | Shops needing software connectivity |
Real Shop Case Study – Incompatible Control System
A small job shop selected an advanced Delem system without checking operator experience. Operators struggled for 3 months, leading to 30% lower productivity. Switching to a simpler Cybelec CybTouch model boosted operator efficiency by 55% within weeks.
Quick Control System Checklist
– Assess your operators’ CNC experience
– Evaluate offline programming and 3D simulation capabilities
– Check integration with existing CAD/CAM softwareNeed compatible tooling?
Discover our advanced CNC models with Delem and Cybelec controls.
7. Mistake 6: Failing to Verify Tooling Compatibility
Real Shop Case Study – Tooling Incompatibility
A precision sheet metal company bought a new press brake with American-style tooling but already owned European punches and dies. They had to purchase an entire new set costing $28,000. Choosing a machine with Wila-style European tooling saved over $35,000 in the first year.
Quick Tooling Checklist
– Check compatibility with your existing tooling inventory
– Evaluate long-term availability of specialty tools
– Consider Wila or Amada-style systems for precision and durability
Need compatible tooling? Browse our press brake tooling and clamping systems: Press Brake Tooling & Clamping.
8. Mistake 7: Neglecting After-Sales Support and Service Networks
Real Shop Case Study – Poor After-Sales Support
A fabricator selected a low-cost overseas brand. Spare parts delays averaged 6 weeks, causing major production stoppages. Switching to a manufacturer with strong domestic service reduced response time to 24 hours and significantly improved uptime.
Quick Support Checklist
– Verify local service technicians and response times
– Check domestic vs overseas parts availability
– Review training programs and real customer feedback
9. Mistake 8: Underestimating Total Budget and Hidden Costs
Real Shop Case Study – Hidden Installation Costs
A startup shop focused only on the $85,000 machine price but faced unexpected electrical and foundation costs, pushing total investment over $120,000. Shops that planned comprehensively kept additional costs under 10%.
10. Mistake 9: Skipping Thorough Testing and Demonstrations
Real Shop Case Study – Skipped Machine
Demonstration
A contract manufacturer purchased a press brake based on salesman promises without running their own parts. Once installed, the machine could not handle their 3mm AHSS springback requirements, leading to 6 weeks of downtime and $45,000 in lost contracts.
11. Mistake 10: Making Decisions Based on Price Alone
Real Shop Case Study – Price-Only Decision
A metal fabricator chose the cheapest 135-ton press brake to save $22,000 upfront. Within 18 months, higher energy consumption, frequent maintenance, and 15% higher scrap rate added $68,000 in extra costs. A mid-range machine paid back the difference in under 14 months.
12. Mistake 11: Disregarding Safety Features and Regulatory Compliance
Ensure compliance with OSHA and ANSI standards. Look for Type 4 light curtains, laser guarding, and two-hand control systems.
13. Mistake 12: Ignoring Your Facility’s Infrastructure Limitations
Verify three-phase power availability, floor load capacity, foundation strength, and material handling workflow before purchase.

Press brake maintenance and repair should be viewed as an ongoing process rather than a reaction to failure. Proper lubrication, careful hydraulic system management, and regular mechanical inspection form the foundation of reliable machine operation. These practices not only reduce downtime but also help maintain consistent bending accuracy over the machine’s service life.
By avoiding these 12 common press brake buying mistakes in 2026, you can select a machine that delivers consistent quality, higher productivity, and strong return on investment. The 8 real shop case studies clearly show how small oversights can cost tens of thousands of dollars — and how the right decisions deliver fast ROI.
The smartest investment considers both current needs and future growth in automation and high-precision fabrication.Ready to explore the right press brake for your shop? View our full range here: CAMT CNC Press Brake Series.




