







CNC Abkantpresse Bedienungsanleitung: Von Parametern zur Auswahl der Abkantwerkzeuge
In der modernen Blechbearbeitungsindustrie, The core difference between torsion bar NC press brakes and electro-hydraulic synchronous CNC press brakes lies in their synchronization mechanisms, which directly impact precision and operational flexibility. sind sie aufgrund ihrer Präzision und Effizienz unverzichtbar. Die Beherrschung ihrer Bedienung erfordert ein tiefes Verständnis der Maschinenparameter, Fachwissen bei der Auswahl geeigneter press brake tooling, und Prozessoptimierung. Dieser umfassende Leitfaden behandelt Schlüsselparameter, Biege-Werkzeugtypen und deren Anwendungen, Prozessoptimierungstechniken und Lösungen für häufige Herausforderungen, komplett mit beschreibenden Abbildungslegenden. Egal, ob Sie Anfänger oder erfahrener Techniker sind, dieser Leitfaden bietet umsetzbare Erkenntnisse zur Steigerung Ihrer Biegeeffizienz und Produktqualität.
Kernparameter in CNC-Biegeprozessen
Effektives CNC-Biegen hängt von der präzisen Steuerung kritischer Parameter ab, um Designspezifikationen zu erfüllen. Im Folgenden sind die beiden primären Parameter und ihre Rollen aufgeführt:
1. Druck: Der Schlüssel zur Biegepräzision
Der Druck bestimmt die auf das Werkstück ausgeübte Kraft und beeinflusst direkt den Biegewinkel und die Qualität. Der erforderliche Druck variiert je nach Materialart (z. B. Edelstahl, Aluminium, Kohlenstoffstahl), Dicke und Biegewinkel. Zum Beispiel erfordert das Biegen eines 1 mm dicken Kohlenstoffstahlblechs typischerweise 50-60 Tonnen Druck, während Edelstahl eine höhere Kraft erfordern kann. Übermäßiger Druck birgt das Risiko, das Werkstück zu verformen oder das Werkzeug zu beschädigen, während unzureichender Druck zu ungenauen Winkeln führt. Bediener sollten die Druck-Dicken-Tabelle der Maschine konsultieren oder empirische Formeln (z. B. Druck = Dicke × Materialfaktor × Biegelänge) für präzise Einstellungen verwenden.
2. Arbeitstischlänge: Anpassung an Werkstückabmessungen
Inspect servo valve response.
Arten von Abkantwerkzeugen und ihre Eigenschaften
Biegewerkzeuge sind entscheidend für das CNC-Biegen und beeinflussen direkt die Präzision und Werkstückqualität. Im Folgenden sind die wichtigsten Arten von Biegewerkzeugen und ihre Merkmale aufgeführt:
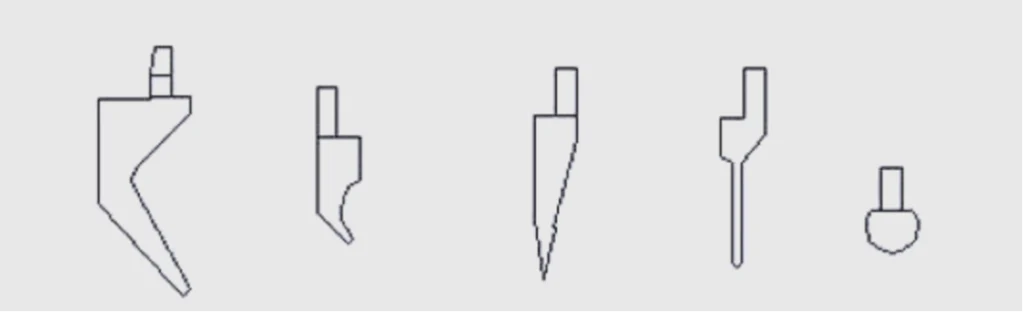
1. Gerades Werkzeug: Ideal für einfache Biegungen
Das gerade Werkzeug mit seiner flachen Kante ist das am häufigsten verwendete Biegewerkzeug, geeignet für einfache, lineare Biegungen wie standardmäßige 90-Grad-Faltungen. Seine robuste Struktur gewährleistet Stabilität und macht es ideal für dünne Bleche (0,5-2 mm). Gerade Werkzeuge sind jedoch weniger effektiv für komplexe Designs oder Situationen, die eine Kollisionsvermeidung erfordern.
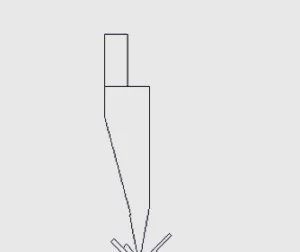
2. Kleines Biegewerkzeug: Flexibel für Freiraumbedarf
Das kleine Biegewerkzeug, das mit einer schmalen Kante konstruiert ist, eignet sich hervorragend für Szenarien, die Freiraum erfordern, wie z. B. das Biegen in der Nähe von Vorsprüngen wie Nietmuttern oder gestanzten Löchern. Es minimiert die Kontaktfläche, um Interferenzen zu vermeiden, und ist daher für dünne Bleche (<1,5 mm) geeignet. Seine geringere Festigkeit begrenzt jedoch seinen Einsatz für dickere Materialien.
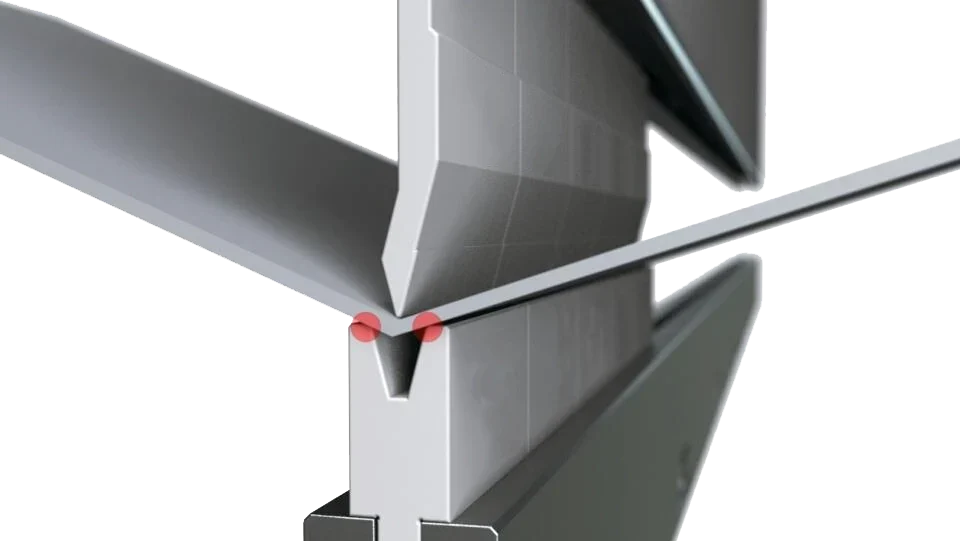
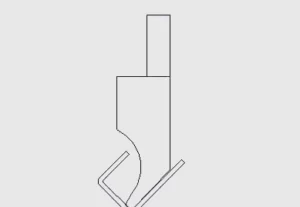
3. Schwanenhalswerkzeug: Präzision für enge Räume
Das Schwanenhalswerkzeug mit seiner spitzen Kante ist perfekt für hochpräzise Biegungen in engen oder komplexen Geometrien. Seine scharfe Spitze ermöglicht komplizierte Freiräume, beeinträchtigt jedoch die Festigkeit, wodurch es für Bleche dicker als 1,5 mm ungeeignet ist. Bediener müssen den Druck kontrollieren, um Werkzeugverschleiß oder Werkstückkratzer zu vermeiden.
4. Großes Biegewerkzeug: Bearbeitung größerer Werkstücke
Mit einer breiteren Kante ist das große Biegewerkzeug für größere Werkstücke oder Szenarien konzipiert, die einen erheblichen Freiraum erfordern. Seine hohe Steifigkeit unterstützt höhere Drücke, ideal für mitteldicke Bleche (2-6 mm). Es kann jedoch die Präzision bei der Verwendung an kleineren Werkstücken aufgrund seiner größeren Kontaktfläche verringern.
5. Kundenspezifische Abkantwerkzeuge: Maßgeschneiderte Lösungen
Für einzigartige Formen oder komplexe Biegeanforderungen können kundenspezifische Werkzeuge von Lieferanten bereitgestellt werden. Obwohl diese Werkzeuge präzise auf bestimmte Designs abgestimmt sind, reduziert ihre komplexe Geometrie oft die Steifigkeit, was zu kürzeren Lebensdauern führt. Bei der Wahl von kundenspezifischen Werkzeugen müssen Bediener Form, Biegewinkel und Haltbarkeit abwägen, um die Kosteneffizienz zu gewährleisten.
Anwendungen und Freiraumstrategien für Biegewerkzeuge
Die Wahl des Biegewerkzeugs hängt vom Werkstückdesign, der Materialstärke und den Prozessanforderungen ab. Nachfolgend sind gängige Szenarien und entsprechende Freiraumstrategien aufgeführt, mit Abbildungsbeschreibungen zur Verdeutlichung:
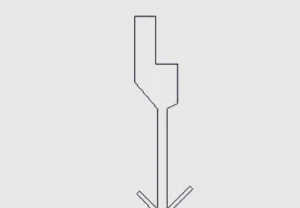
1. Einfaches Biegen (Kein Freiraum erforderlich)
Für Werkstücke, die eine einzelne Biegung ohne Interferenzen erfordern, wie eine 90-Grad-Faltung für Schrankplatten, ist das gerade Werkzeug optimal. Seine flache Kante sorgt für saubere, konsistente Biegelinien, ideal für die Großserienfertigung von Standardkomponenten.
2. Komplexes Biegen (Freiraum erforderlich)
Wenn Werkstücke Vorsprünge oder Löcher aufweisen (z.B. Nietmuttern oder gestanzte Merkmale), kann es zu Interferenzen mit dem Werkzeug kommen. Die folgenden Freiraumstrategien begegnen diesen Herausforderungen:
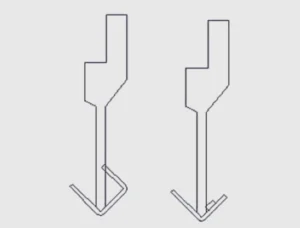
Die linke Seite zeigt Interferenzen, die durch eine Nietmutter nahe der Werkstückkante verursacht werden, während die rechte Seite eine Werkzeug-Werkstück-Kollision beim Biegen schmaler Kanten darstellt, was die Grenzen gerader Werkzeuge in komplexen Strukturen hervorhebt.
Freiraum für kleines Biegewerkzeug: Bei geringfügigen Interferenzen nahe den Kanten vermeidet die schmale Kante des kleinen Biegewerkzeugs Hindernisse, was präzise Biegungen ermöglicht.
Zeigt ein kleines Biegewerkzeug mit einer 8 mm breiten Kante, das ein 1 mm dünnes Blech biegt, wobei ein Nietmutternvorsprung vermieden wird und eine hohe Biegegenauigkeit beibehalten wird.
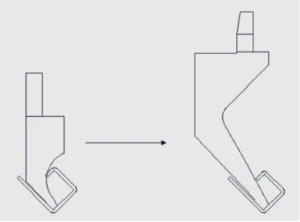
Freiraum für Schwanenhalswerkzeug: Für schmale Interferenzzonen, die hohe Präzision erfordern, ist das Schwanenhalswerkzeug ideal, sollte aber auf dünne Bleche beschränkt werden, um Beschädigungen zu vermeiden.
Zeigt ein Schwanenhalswerkzeug, das ein 0,8 mm dünnes Blech um ein gestanztes Loch biegt. Enthält auch ein Beispiel für eine Prozessanpassung, bei der das Nieten nach dem Biegen geplant wird, um die Verwendung eines Schwanenhalswerkzeugs bei Blechen, die dicker als 1,5 mm sind, zu vermeiden und so Werkzeugschäden vorzubeugen.
Großer Biegefreiraum: Für größere Interferenzbereiche oder breite Werkstücke bietet das große Biege werkzeug ausreichend Freiraum bei gleichzeitiger Präzision.
Veranschaulicht ein großes Biege werkzeug mit einer 20 mm breiten Kante, das ein 3 mm mitteldickes Blech biegt, wobei große Vorsprünge wie Verstärkungsrippen vermieden werden, um Stabilität und Präzision zu gewährleisten.
3. Mehrstuiges Biegen und Prozessoptimierung
In komplexen Szenarien, in denen ein einstufiges Biegen nicht ausreicht, können mehrstufige Prozesse eingesetzt werden:
Vorritzprozess: Erzeugen Sie eine flache Rille entlang der Biegelinie, um nachfolgende Biegungen zu führen, die Winkelgenauigkeit zu verbessern und Interferenzrisiken zu reduzieren.
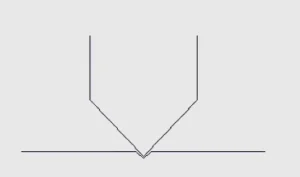
Zeigt eine 0,2 mm tiefe Rille, die auf einem 2 mm Kohlenstoffstahlblech erzeugt wurde und eine nachfolgende 90-Grad-Biegung führt, um Werkzeugkollisionen zu vermeiden.
Schrittweises Biegen: Biegen Sie das Werkstück zunächst auf 30 Grad, gefolgt von einer zweiten Biegung auf 90 Grad, um Fehlausrichtungen bei hochpräzisen Anwendungen zu minimieren.

Zeigt einen schrittweisen Biegeprozess: Der erste Schritt biegt ein 1,5 mm Edelstahlblech auf 30 Grad, gefolgt von einer zweiten Biegung auf 90 Grad entlang der Rille, wodurch eine Winkelabweichung von weniger als 0,5 Grad erreicht wird.
Totkantenpressen: Für vollständig bündige Kanten (z. B. Dichtungen) auf 30 Grad biegen, dann ein flaches Werkzeug verwenden, um auf Nullspiel zu pressen. Wenn eine Stanzpresse verfügbar ist, diese für überlegene Totkantenergebnisse priorisieren.
Häufige Herausforderungen und Lösungen
Bending operations often encounter challenges that impact quality. Below are common issues and their solutions:
1. Workpiece-Tool Interference
Interference arises from complex designs or oversized workpieces. To mitigate:
Reorder bending sequences, placing interference-prone steps (e.g., riveting) after bending.
Use clearance tools like small bend or goose-neck tools for complex structures.
Ensure proper workpiece alignment on the worktable to avoid overhang or shifts.
2. Indentation Issues
Smaller die slots (e.g., 6-gauge) may cause visible indentations on thin sheets, affecting aesthetics and corrosion resistance. Solutions include:
Select die slots matching the sheet thickness (recommended slot width = 6× thickness).
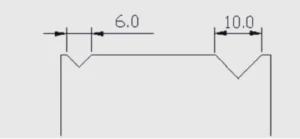
Compares a 6-gauge slot (6mm wide, suitable for 1mm sheets) and a 10-gauge slot (10mm wide, suitable for 1.5-2mm sheets), illustrating the impact of slot width on indentation.
Apply protective films or surface treatments (e.g., coating) to conceal minor indentations.
For high-aesthetic workpieces, use larger slots or adjust bend angles.
3. Bend Dimension Limitations
Bend dimensions are constrained by die slot width and bending coefficients. A slot width of 6× sheet thickness typically yields optimal results (e.g., 12mm slot for 2mm sheets). Operators should verify coefficients through trial bends and refer to machine manuals.
coating) to conceal minor indentations.
For high-aesthetic workpieces, use larger slots or adjust bend angles.
4. Tool Lifespan and Rigidity
Custom tools, while versatile, may have reduced rigidity, leading to faster wear. To extend tool life:
Avoid using goose-neck tools for thick sheets; opt for straight or large bend tools.
Regularly inspect tools for wear and perform timely maintenance or replacement.
Optimize workpiece designs to minimize reliance on complex tools.
Practical Tips for Optimizing Bending Processes
To boost bending efficiency and quality, consider these recommendations:
Early Process Planning: Optimize bend designs during the product development phase to reduce complex tool dependency.
Tool and Die Selection: Choose dies and tools based on material thickness and bend angles, aligning with empirical standards (e.g., 6× thickness for die slots).
Leverage CNC Features: Utilize advanced machine functions like auto-angle correction and pressure adjustment for complex tasks.
Quality Assurance: Verify bend accuracy with angle gauges and dimension tools after each bend, conducting trial runs for high-precision workpieces.
Conclusion and Call to Action
Mastering CNC bending requires a blend of technical expertise and practical experience. By fine-tuning parameters, selecting appropriate tools, and optimizing processes, operators can achieve superior bending results. This guide, complete with detailed figure descriptions, covers everything from pressure settings to clearance strategies and troubleshooting, equipping you to tackle any bending challenge. Start optimizing your bending operations today! Apply these insights to select the right tools and parameters for your workpieces, and explore our professional resources for the latest industry trends and technical support.

V-Grooving Machine
- Press Brake
- Laser Cutting Machine
- Shearing Machine
- Press Brake Safety Precautions: Complete Guide for Safe Operation and Maintenance
- Hydraulic Press Machine
- Read more about Practical Methods for Press Brake Accuracy with Long Term Precision
- Rolling Machine
- Ironworker
- Press Brake Tooling
- Machinery Accessories




