







Laser Cutting Machine Operation Guidelines and Key Precautions
per hour. Emergency stop buttons should not be used under non-emergency conditions. Counterclockwise fan rotation indicates incorrect wiring and must be corrected. 4.2 Refrigerated Dryer Precautions.
At least 50 cm of space should be reserved around the dryer for ventilation. Ambient temperature must not exceed 35°C. Drain wastewater daily, clean vents weekly with compressed air, and clean filters monthly using a soft brush and soapy water. 5. Safety and Protection Measures, Laser cutting safety must never be underestimated. Smoking is strictly prohibited, especially near oxygen systems, to prevent fire hazards.

Before laser emission, ensure that all personnel are clear of the beam path. When adjusting the external optical path, carefully control laser power and exposure time, and ensure that the beam does not strike personnel.
After completing optical adjustments, all protective covers must be installed before cutting resumes. When changing gases, high pressure must be released first, and gas cylinders and laser doors must be closed immediately afterward. The laser electrical cabinet should never be opened casually to avoid contact with live circuits.
When using a shuttle table, automatic exchange is not recommended unless safety conditions are fully confirmed. Ensure the cutting head is raised before exchange and monitor the process closely. In case of abnormal conditions, stop immediately.
6. Common Cutting Problems and Practical Solutions Even with advanced laser cutting equipment, operators often encounter cutting defects that affect product quality and production efficiency. Understanding the root causes of these issues allows users to correct them quickly and avoid unnecessary downtime. One common problem is.
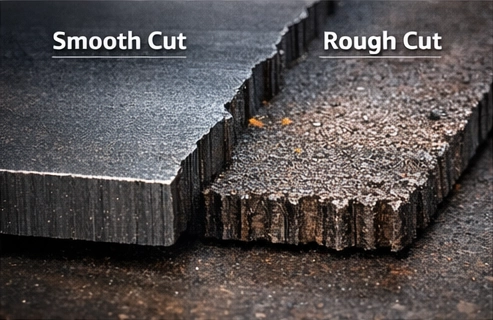
excessive slag or dross on the bottom edge.
of the workpiece. This is usually related to insufficient gas pressure, incorrect nozzle size, or improper focus position. Increasing assist gas pressure within a safe range, selecting a larger nozzle for thicker materials, and slightly adjusting the focus downward often improves edge cleanliness. Another frequent issue is burn marks or oxidation , especially when cutting carbon steel with oxygen. This can result from excessive cutting speed, unstable oxygen pressure, or nozzle misalignment. Reducing cutting speed slightly and ensuring stable oxygen flow can significantly improve surface appearance. For stainless steel cutting with nitrogen,.
rough edges or incomplete.
penetration
are often caused by insufficient laser power or incorrect piercing parameters. In such cases, operators should optimize piercing time and pressure, and ensure that the focus position matches the material thickness. By systematically analyzing cutting defects rather than relying on trial and error, operators can stabilize production quality and reduce material waste. 7. Process Optimization for Different Production Scenarios.
Laser cutting machines are widely used across various industries, from sheet metal fabrication to equipment manufacturing. Each production scenario places different demands on cutting speed, accuracy, and surface quality.
In.
high-volume production.
, stability and repeatability are more important than extreme cutting speed. Operators should prioritize conservative parameter settings, consistent nozzle maintenance, and scheduled inspections to minimize unexpected interruptions.
For custom or
small-batch production.
, flexibility becomes the key factor. Quick program switching, accurate homing, and fast nozzle centering allow operators to respond efficiently to frequent order changes. In these scenarios, experience-based parameter fine-tuning often delivers better results than relying solely on default parameter libraries.
When cutting.
thick plates
, thermal control becomes critical. Excessive heat accumulation can lead to deformation or poor edge quality. Using appropriate piercing strategies, staged cutting paths, and optimized gas flow helps maintain dimensional accuracy.
Understanding how to adapt laser cutting processes to different production demands enables manufacturers to fully utilize their equipment capabilities.
8. Importance of Operator Training and Skill Development
While modern laser cutting machines are highly automated, operator skill remains a decisive factor in overall performance. Machines can execute commands precisely, but they rely on operators to make correct judgments.
New operators should receive structured training covering:
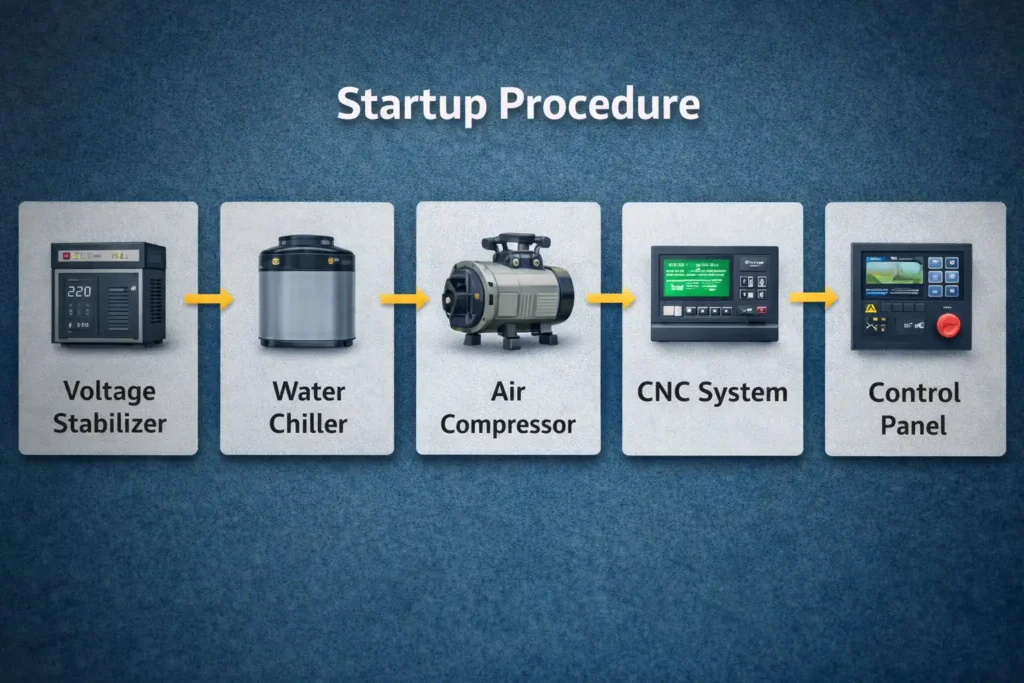
Machine startup and shutdown procedures
Basic cutting parameter logic
Emergency handling and alarm interpretation
Routine inspection and cleaning tasks.

Experienced operators, on the other hand, should focus on developing deeper process understanding, such as recognizing subtle changes in cutting sound, spark behavior, and edge appearance. These sensory cues often indicate parameter deviations or component wear before alarms occur.
Enterprises that invest in continuous operator training typically experience fewer breakdowns, higher yield rates, and longer equipment lifespan. Even with advanced laser cutting equipment, operators often encounter cutting defects that affect product quality and production efficiency. Understanding the root causes of these issues allows users to correct them quickly and avoid unnecessary downtime., The operating environment plays a significant role in laser cutting machine performance. Excessive dust, humidity, or temperature fluctuations can negatively affect optical components and electrical systems. Workshops should maintain a clean environment with controlled humidity levels. In humid regions, additional air drying and more frequent drainage of air systems are necessary to prevent moisture from entering pneumatic and optical components. Temperature stability is equally important. Large temperature differences between day and night can cause slight mechanical deformation, affecting cutting accuracy. Maintaining a relatively stable workshop temperature helps ensure consistent performance.
Proper environmental management is often overlooked, yet it directly contributes to long-term machine stability.
10. Preventive Maintenance as a Cost-Control Strategy.
Many users view maintenance as an operational cost rather than an investment. In reality, preventive maintenance significantly reduces total ownership cost over the machine’s lifetime.
Regular inspection of lenses, mirrors, and gas paths prevents sudden failures that could halt production for hours or even days. Timely replacement of consumables costs far less than emergency repairs or production losses caused by unplanned downtime.
Establishing a maintenance log for each machine helps track service intervals, identify recurring issues, and optimize spare parts inventory. Over time, this data becomes a valuable reference for improving maintenance planning and budgeting.
11. Laser Cutting Safety Culture in Modern Manufacturing
Safety is not limited to protective equipment or warning signs. It is a mindset that must be embedded into daily operations.
Operators should develop the habit of checking protective covers, confirming gas connections, and verifying machine status before every shift. Supervisors should regularly review safety procedures and ensure compliance.
In facilities where laser cutting machines operate continuously, rotating shifts and fatigue management are also part of safety control. Tired operators are more likely to overlook critical steps or respond slowly to abnormal conditions.
A strong safety culture not only prevents accidents but also improves overall operational discipline.
12. Integrating Laser Cutting Machines into Smart Manufacturing With the advancement of Industry 4.0, laser cutting machines are increasingly integrated into digital production systems. Machine data such as operating hours, alarm history, and cutting parameters can be collected and analyzed to improve decision-making.. By connecting laser cutting machines to manufacturing execution systems (MES), enterprises can monitor equipment utilization, schedule maintenance proactively, and optimize production planning. Although not every factory requires full digital integration, even basic data tracking provides valuable insights that enhance productivity and equipment reliability. Conlusion.
Laser cutting machine operation is a systematic process that integrates correct procedures, process knowledge, maintenance discipline, and safety awareness. By following standardized startup and shutdown sequences, mastering cutting parameters, maintaining key components, and enforcing strict safety measures, manufacturers can significantly reduce failures, improve cutting quality, and extend equipment service life. For enterprises aiming at stable production and long-term competitiveness, standardized laser cutting operation is not only a technical requirement, but also a critical management strategy.
Laser cutting machine operation is far more than simply pressing the start button. It is a comprehensive system involving correct procedures, process understanding, disciplined maintenance, skilled operators, and strict safety management. .By mastering startup and shutdown routines, optimizing cutting parameters, selecting appropriate gases and nozzles, and maintaining critical components, manufacturers can achieve stable cutting quality and long-term operational reliability. In an increasingly competitive manufacturing environment, companies that standardize laser cutting operations and invest in operator training and preventive maintenance gain a clear advantage. Proper laser cutting machine operation is not only a technical requirement, but a strategic foundation for sustainable production. FAQ: Laser Cutting machine Operation Q1: Why is the startup sequence important for laser cutting machines?.
Correct startup prevents system errors, protects components, and ensures accurate axis positioning. Q2: How often should laser gas be replaced?, Laser gas should be replaced every 72 hours or immediately when the alarm appears.

Q3: What causes poor cutting quality most often?
Incorrect nozzle selection, improper focus position, and unstable gas pressure are common causes.
Q4: Is routine maintenance really necessary?.
Yes. Regular maintenance prevents unexpected downtime and extends machine lifespan.

Q5: What is the most important safety rule in laser cutting?
Never expose personnel to the laser beam and always follow gas and electrical safety procedures. 3/4. Q6: Why does cutting quality vary even with the same parameters?.
Environmental conditions, nozzle wear, lens contamination, and gas purity can all affect cutting results. Q7: How can I extend the service life of optical components?, Regular cleaning, stable environmental conditions, and avoiding unnecessary laser emission significantly extend optical component lifespan. Q8: Is higher laser power always better for cutting?, No. Excessive power can cause rough edges, burn marks, and unnecessary component wear. Optimal power depends on material and thickness.
Q9: How often should cutting parameters be reviewed? Parameters should be reviewed whenever material type, thickness, or batch requirements change, and periodically during long production runs., Q10: What is the biggest hidden risk in laser cutting operations? Neglecting routine maintenance and safety habits often leads to unexpected failures and safety incidents.. Accordion. Open links with Enter or Space, close with Escape, and navigate with Arrow Keys laser cutting machine operation Read more about Press Brake Maintenance and Repair.
Read more about Practical Methods for Press Brake Accuracy with Long Term Precision
laser cutting machine operation.
5. Меры безопасности и защиты
Безопасность лазерной резки никогда не должна недооцениваться. Курение строго запрещено, особенно вблизи кислородных систем, для предотвращения пожарной опасности.
Перед лазерным излучением убедитесь, что весь персонал находится вне пути луча. При регулировке внешнего оптического пути тщательно контролируйте мощность лазера и время экспозиции, а также убедитесь, что луч не попадает на персонал.
После завершения оптических регулировок все защитные кожухи должны быть установлены до возобновления резки. При смене газов сначала необходимо сбросить высокое давление, а затем немедленно закрыть газовые баллоны и дверцы лазера. Электрический шкаф лазера никогда не следует открывать без необходимости, чтобы избежать контакта с токоведущими цепями.
При использовании челночного стола автоматическая смена не рекомендуется, если условия безопасности не подтверждены полностью. Убедитесь, что режущая головка поднята перед сменой, и внимательно следите за процессом. В случае ненормальных условий немедленно остановитесь.
6. Распространенные проблемы резки и практические решения
Даже с передовым оборудованием для лазерной резки операторы часто сталкиваются с дефектами резки, которые влияют на качество продукции и эффективность производства. Понимание первопричин этих проблем позволяет пользователям быстро их устранять и избегать ненужных простоев.
Одной из распространенных проблем является чрезмерное количество шлака или окалины на нижнем крае заготовки. Это обычно связано с недостаточным давлением газа, неправильным размером сопла или неверным положением фокуса. Увеличение давления вспомогательного газа в безопасных пределах, выбор сопла большего размера для более толстых материалов и небольшая регулировка фокуса вниз часто улучшают чистоту кромки.
Еще одной частой проблемой является следы ожогов или окисление, особенно при резке углеродистой стали кислородом. Это может быть результатом чрезмерной скорости резки, нестабильного давления кислорода или смещения сопла. Небольшое снижение скорости резки и обеспечение стабильного потока кислорода могут значительно улучшить внешний вид поверхности.
При резке нержавеющей стали азотом, шероховатые края или неполное проникновение are often caused by insufficient laser power or incorrect piercing parameters. In such cases, operators should optimize piercing time and pressure, and ensure that the focus position matches the material thickness.
By systematically analyzing cutting defects rather than relying on trial and error, operators can stabilize production quality and reduce material waste.
7. Process Optimization for Different Production Scenarios
Laser cutting machines are widely used across various industries, from sheet metal fabrication to equipment manufacturing. Each production scenario places different demands on cutting speed, accuracy, and surface quality.
In high-volume production, stability and repeatability are more important than extreme cutting speed. Operators should prioritize conservative parameter settings, consistent nozzle maintenance, and scheduled inspections to minimize unexpected interruptions.
For custom or small-batch production, flexibility becomes the key factor. Quick program switching, accurate homing, and fast nozzle centering allow operators to respond efficiently to frequent order changes. In these scenarios, experience-based parameter fine-tuning often delivers better results than relying solely on default parameter libraries.
When cutting . Industries such as shipbuilding, construction machinery, elevator manufacturing, and stainless steel processing benefit greatly from their performance stability and adaptability., thermal control becomes critical. Excessive heat accumulation can lead to deformation or poor edge quality. Using appropriate piercing strategies, staged cutting paths, and optimized gas flow helps maintain dimensional accuracy.
Understanding how to adapt laser cutting processes to different production demands enables manufacturers to fully utilize their equipment capabilities.
8. Importance of Operator Training and Skill Development
While modern laser cutting machines are highly automated, operator skill remains a decisive factor in overall performance. Machines can execute commands precisely, but they rely on operators to make correct judgments.
New operators should receive structured training covering:
Machine startup and shutdown procedures
Basic cutting parameter logic
Emergency handling and alarm interpretation
Routine inspection and cleaning tasks
Experienced operators, on the other hand, should focus on developing deeper process understanding, such as recognizing subtle changes in cutting sound, spark behavior, and edge appearance. These sensory cues often indicate parameter deviations or component wear before alarms occur.
Enterprises that invest in continuous operator training typically experience fewer breakdowns, higher yield rates, and longer equipment lifespan.

9. Environmental Control and Workshop Conditions
The operating environment plays a significant role in laser cutting machine performance. Excessive dust, humidity, or temperature fluctuations can negatively affect optical components and electrical systems.
Workshops should maintain a clean environment with controlled humidity levels. In humid regions, additional air drying and more frequent drainage of air systems are necessary to prevent moisture from entering pneumatic and optical components.
Temperature stability is equally important. Large temperature differences between day and night can cause slight mechanical deformation, affecting cutting accuracy. Maintaining a relatively stable workshop temperature helps ensure consistent performance.
Proper environmental management is often overlooked, yet it directly contributes to long-term machine stability.
10. Preventive Maintenance as a Cost-Control Strategy
Many users view maintenance as an operational cost rather than an investment. In reality, preventive maintenance significantly reduces total ownership cost over the machine’s lifetime.
Regular inspection of lenses, mirrors, and gas paths prevents sudden failures that could halt production for hours or even days. Timely replacement of consumables costs far less than emergency repairs or production losses caused by unplanned downtime.
Establishing a maintenance log for each machine helps track service intervals, identify recurring issues, and optimize spare parts inventory. Over time, this data becomes a valuable reference for improving maintenance planning and budgeting.
11. Laser Cutting Safety Culture in Modern Manufacturing
Safety is not limited to protective equipment or warning signs. It is a mindset that must be embedded into daily operations.
Operators should develop the habit of checking protective covers, confirming gas connections, and verifying machine status before every shift. Supervisors should regularly review safety procedures and ensure compliance.
In facilities where laser cutting machines operate continuously, rotating shifts and fatigue management are also part of safety control. Tired operators are more likely to overlook critical steps or respond slowly to abnormal conditions.
A strong safety culture not only prevents accidents but also improves overall operational discipline.
12. Integrating Laser Cutting Machines into Smart Manufacturing
With the advancement of Industry 4.0, laser cutting machines are increasingly integrated into digital production systems. Machine data such as operating hours, alarm history, and cutting parameters can be collected and analyzed to improve decision-making.
By connecting laser cutting machines to manufacturing execution systems (MES), enterprises can monitor equipment utilization, schedule maintenance proactively, and optimize production planning.
Although not every factory requires full digital integration, even basic data tracking provides valuable insights that enhance productivity and equipment reliability.
Conlusion
Laser cutting machine operation is a systematic process that integrates correct procedures, process knowledge, maintenance discipline, and safety awareness. By following standardized startup and shutdown sequences, mastering cutting parameters, maintaining key components, and enforcing strict safety measures, manufacturers can significantly reduce failures, improve cutting quality, and extend equipment service life.
For enterprises aiming at stable production and long-term competitiveness, standardized laser cutting operation is not only a technical requirement, but also a critical management strategy.
Laser cutting machine operation is far more than simply pressing the start button. It is a comprehensive system involving correct procedures, process understanding, disciplined maintenance, skilled operators, and strict safety management.
By mastering startup and shutdown routines, optimizing cutting parameters, selecting appropriate gases and nozzles, and maintaining critical components, manufacturers can achieve stable cutting quality and long-term operational reliability.
In an increasingly competitive manufacturing environment, companies that standardize laser cutting operations and invest in operator training and preventive maintenance gain a clear advantage. Proper laser cutting machine operation is not only a technical requirement, but a strategic foundation for sustainable production.
FAQ: Laser Cutting machine Operation
Q1: Why is the startup sequence important for laser cutting machines?
Correct startup prevents system errors, protects components, and ensures accurate axis positioning.
Q2: How often should laser gas be replaced?
Laser gas should be replaced every 72 hours or immediately when the alarm appears.
Q3: What causes poor cutting quality most often?
Incorrect nozzle selection, improper focus position, and unstable gas pressure are common causes.
Q4: Is routine maintenance really necessary?
Yes. Regular maintenance prevents unexpected downtime and extends machine lifespan.
Q5: What is the most important safety rule in laser cutting?
Never expose personnel to the laser beam and always follow gas and electrical safety procedures.
Q6: Why does cutting quality vary even with the same parameters?
Environmental conditions, nozzle wear, lens contamination, and gas purity can all affect cutting results.
Q7: How can I extend the service life of optical components?
Regular cleaning, stable environmental conditions, and avoiding unnecessary laser emission significantly extend optical component lifespan.
Q8: Is higher laser power always better for cutting?
No. Excessive power can cause rough edges, burn marks, and unnecessary component wear. Optimal power depends on material and thickness.
Q9: How often should cutting parameters be reviewed?
Parameters should be reviewed whenever material type, thickness, or batch requirements change, and periodically during long production runs.
Q10: What is the biggest hidden risk in laser cutting operations?
Neglecting routine maintenance and safety habits often leads to unexpected failures and safety incidents.

V-Grooving Machine
- Press Brake
- Laser Cutting Machine
- Shearing Machine
- Press Brake Safety Precautions: Complete Guide for Safe Operation and Maintenance
- Hydraulic Press Machine
- Read more about Practical Methods for Press Brake Accuracy with Long Term Precision
- Rolling Machine
- Ironworker
- Press Brake Tooling
- Machinery Accessories




