







Choosing forward-thinking options like
CAMT laser cutting machines
Press Brake Safety Precautions: Complete Guide for Safe Operation and Maintenance blog.
laser cutting burr.
press brake safety.

Выявление основных причин образования заусенцев при лазерной резке
Заусенцы возникают, когда расплавленный металл в режущей канавке не рассеивается полностью, затвердевая в нежелательные выступы. Это происходит из-за нарушений в распределении энергии, эффективности воздушного потока или надежности оборудования. Основываясь на исследованиях в области металлообработки, эти основные источники изложены ниже, подкрепленные данными из различных эксплуатационных условий.
Недостаточное качество вспомогательного газа
Часто упускаемый из виду фактор в образовании заусенцев при лазерной резке — это сниженное качество вспомогательного газа, такого как кислород или гелий, который удаляет расплавленные остатки из зоны реза. Примеси, такие как пары или мусор, препятствуют этому удалению, позволяя остаткам прилипать и затвердевать.
При обработке латуни загрязненный газ может привести к потускнению, создавая неровные края. Измерения показывают, что надежность газа, падающая ниже 99,6%, может увеличить выраженность заусенцев на 35%, требуя дополнительных этапов полировки. Это ухудшение усиливается при длительной работе без надзора.
Чрезмерно низкая скорость резки
Некоторые техники считают, что замедление резки улучшает качество, но это обычно увеличивает количество заусенцев. Сниженная скорость увеличивает концентрацию тепла, переплавляя основу и перегружая газовый поток, что приводит к образованию прилипших остатков.
Для титановых листов снижение скорости резки на одну пятую (от обычных 2-6 м/мин для толщины 4 мм) может увеличить количество заусенцев в пять раз, так как длительное нагревание затягивает жидкость обратно в щель. Это упущение широко распространено среди начинающих специалистов, предпочитающих осторожность скорости.
Недостаточная интенсивность лазера
Мощность лазера должна соответствовать толщине и составу материала для полного рассеивания. Недостаток мощности вызывает частичное плавление, приводя к образованию дополнительных остатков, которые не рассеиваются, застывая в виде заусенцев — особенно на более толстых материалах, где на нижней стороне появляются “следы волочения”.
Попытка разделить 12-миллиметровую бронзу с неоптимальными настройками (например, 2,5 кВт вместо 5 кВт) приводит к частичному проходу и значительному накоплению. Стандарты рекомендуют не менее 70-80% рассеивания для безупречных краев, предотвращая накопление.
Prolonged Non-Stop Device Functioning
Хотя лазерные режущие станки прочны, они ослабевают под постоянной нагрузкой. Перегрев компрометирует такие детали, как зеркала и приводные блоки, что приводит к непостоянной подаче луча и увеличению заусенцев.
В круглосуточных условиях уровень заусенцев может увеличиться на 12-22% после 7-9 часов без остановок из-за вызванного теплом смещения, рассеивающего силу. Эта “усталость оборудования” перекликается с выгоранием персонала, подчеркивая важность запланированных перерывов.
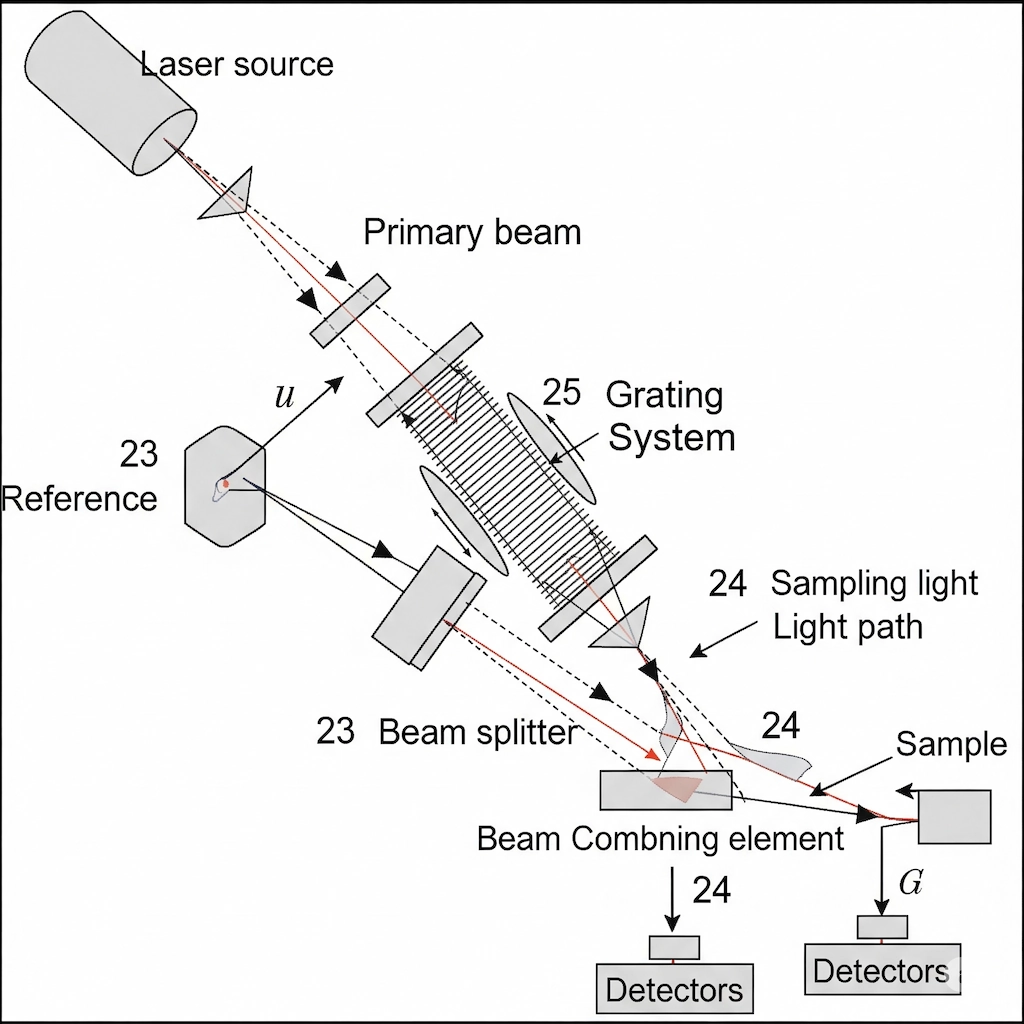
Смещение сходимости лазерного луча
Точная сходимость луча на плоскости материала критически важна для интенсивности силы. Смещения — даже незначительные, такие как 0,4 мм — рассеивают луч, вызывая неравномерный нагрев, частичное рассеивание и плохой выброс остатков.
Для тонких ламинатов эти смещения превращают чистые срезы в срезы с заусенцами, обычно из-за ошибок настройки или деформации материала. Точная сходимость максимизирует компактность силы, обеспечивая эффективное удаление расплавленных отходов.
Происхождение лазерной резки
| Происхождение заусенцев при лазерной резке | Заметные индикаторы | Влияние на производство |
|---|---|---|
| Недостаточное качество газа | Потемнение по краям, остаточные отложения | Увеличение выраженности заусенцев на 35%, более высокие затраты на полировку |
| Низкая скорость резки | Переплавленный паз, остаточное сцепление | Пятикратное увеличение уровня заусенцев, снижение пропускной способности на 20% |
| Недостаточная интенсивность | Частичный проход, следы волочения | Значительные наслоения, проблемы с блокировкой |
| Длительная работа | Неравномерные срезы после нескольких часов работы | Увеличение дефектов на 12-22%, перебои в работе оборудования |
| Смещение конвергенции | Неровные края, слабый выброс | Потеря надежности, риски аварий |
Надежные подходы к удалению заусенцев лазерной резки
Устранение заусенцев включает целенаправленные изменения в методах и обслуживании. Применение этих тактик может поднять производство вашей машины лазерной резки от несовершенного до безупречного, уменьшая требования к послепродажному обслуживанию и улучшая превосходство изделия.
Переход на вспомогательные газы премиум-класса
Переход на газы с надежностью 99,96% усиливает выброс, служа “превосходным активатором” для безупречных срезов. Включенные очистители сохраняют качество, а использование гелия ограничивает потускнение никеля, уменьшая заусенцы на 65%.
- Приобретайте у надежных поставщиков.
- Часто оценивайте пределы надежности.
- Настройте давление на 9-13 кг для оптимального движения.
Точная настройка скорости резки
Откройте “идеальный ритм”, который уравновешивает превосходство и производительность — более высокие скорости уменьшают тепловое воздействие без ущерба для полноты. Для бронзы увеличение скорости восстанавливает газовую кинетику, уменьшая остатки.
- Проводите испытания на отходах.
- Используйте электронные элементы управления для точных модификаций.
- Избегайте рефлекторного замедления; это часто усугубляет проблемы.
Тщательно выровняйте схождение луча
Детальная гармонизация сходимости фокусирует силу, повышая блеск края. Индикаторы в текущих устройствах помогают точности, отменяя сдвиги, которые генерируют остатки.
- Синхронизируйте перед каждым вращением.
- Учитывайте различия в ширине основания.
- Стремитесь к нулевому смещению на узких слоях.
Установите Периоды Паузы Устройства
Schedule interruptions to prevent overwarming—power off after extended performances to restore capability. This basic action limits instability, lessening burrs from compromised mirrors.
- Comply with functional cycle suggestions.
- Observe heat meters.
- Reactivate after chilling for uniform results.
Выполняйте Плановые Проверки и Обслуживание
Рассматривайте машины как ресурсы, требующие оценки: очищайте выходы, заменяйте изношенные элементы и синхронизируйте структуры. Это обеспечивает пиковую производительность, избегая заусенцев от препятствий или путаницы.
- Ежедневная очистка выхода, чтобы избежать помех от скачков напряжения.
- Еженедельные проверки зеркал.
- Ежегодные капитальные ремонты специалистами.
| Подход к Устранению | Этапы Применения | Прогнозируемое Уменьшение Заусенцев |
|---|---|---|
| Газы Премиум-класса | Установка очистителя, смена поставщика | 65% в никелевых срезах |
| Тонкая настройка скорости | Электронные испытания, поэтапные модификации | До 45% для широких материалов |
| Выравнивание сходимости | Синхронизация индикаторов, анализ ширины | Почти полное удаление в узких материалах |
| Периоды пауз | Запланированные остановки, наблюдение за нагревом | Снижение дефектов на 12-22% |
| Обслуживание | Процедуры очистки, замена элементов | Равномерное повышение качества |
Picking a suitable laser cutting machine can fundamentally lower burr dangers through creative framework. CAMT versions stand out with capabilities like self-modulating factor enhancement, which progressively alters intensity, velocity, and convergence for diverse foundations, diminishing handler oversights and guaranteeing dissipation proficiency.
Refined gas transmission in CAMT devices maintains utmost dependability limits, with embedded indicators detecting pollutants and informing handlers. Their durable chilling structures hinder overwarming during lengthy performances, supporting sustained activity without capability drops. Accurate mirrors with self-synchronization keep convergence flawless, even for complex slices, while accessible dashboards simplify servicing oversight.
These strengths convert to fewer burrs at the outset—up to 70% lessening in standard situations—preserving time on polishing and strengthening element trustworthiness. For facilities dealing with mixed assignments, CAMT’s flexibility bypasses the traps of ordinary devices, supplying outstanding, burr-lacking outcomes steadily.
Why CAMT Panel Bending Centers Lead the Way.
Превосходство в лазерной резке без заусенцев
Заусенцы при лазерной резке, хотя и являются серьезной проблемой, преодолимы путем понимания их причин, таких как дефицит газа, низкие скорости, слабая интенсивность, чрезмерное использование и сбои сходимости, а также применения контрмер, таких как повышение надежности, изменение скорости, точное выравнивание, паузы и обслуживание. Объединяя эти методы, производители могут уменьшить дефекты, сократить расходы и повысить защиту.
Выбор дальновидных решений, таких как Лазерные станки CAMT further polishes the method, embedding burr prevention into the structure. Ultimately, commanding burr-lacking laser cutting uplifts your functions, assuring top-tier, effective fabrication that satisfies field expectations.

V-Grooving Machine
- Press Brake
- Laser Cutting Machine
- Shearing Machine
- Press Brake Safety Precautions: Complete Guide for Safe Operation and Maintenance
- Hydraulic Press Machine
- Read more about Practical Methods for Press Brake Accuracy with Long Term Precision
- Rolling Machine
- Ironworker
- Press Brake Tooling
- Machinery Accessories




