Working Principle and Characteristics of Plate Rolling Machine
Technique
Multi-angle versatility
Time-intensive for rounds.
Hydroforming.
Tool-free complexity.
High setup expense.
Ultimately, the plate rolling machine’s fusion of reliable principles and adaptable characteristics propels it as a cornerstone in fabrication, driving innovations from everyday drums to cutting-edge structures.
blog.
press brake safety.
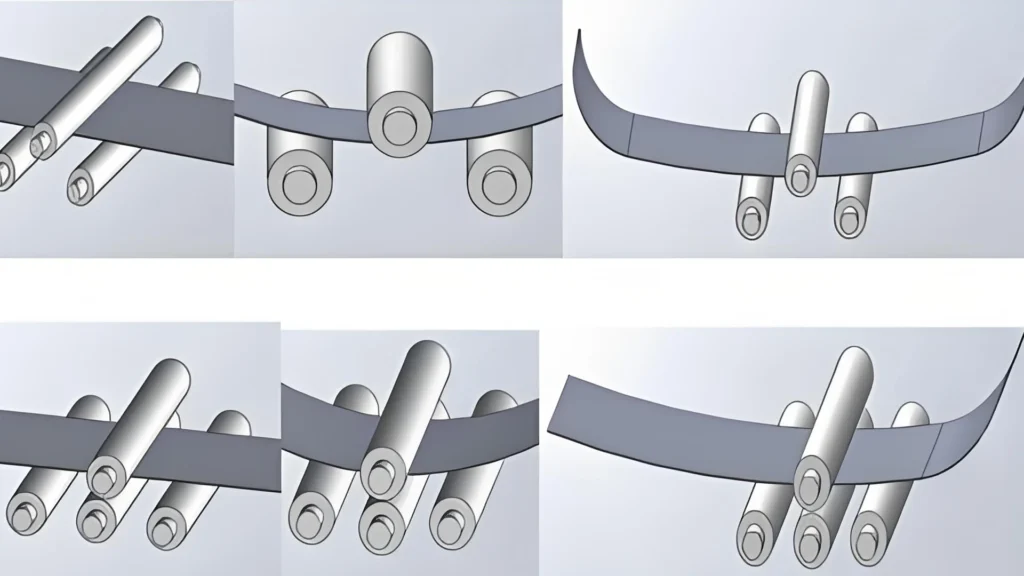
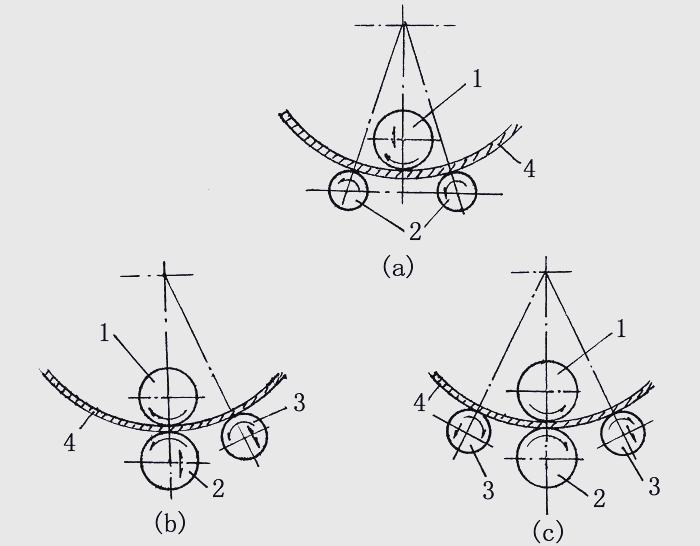
Для краткого сравнения типов:
- Симметричный трехвалковый: Бюджетный и простой, идеален для базовой вальцовки барабанов; недостаток: удлиненные прямые кромки, требующие ручной доработки.
- Асимметричный трехвалковый: Превосходный контроль кромки, универсален для нестандартных диаметров; небольшой недостаток: иногда требуется перепозиционирование материала.
- Четырехвалковый: Оптимизирован для скорости и точности в автоматизации; более высокие первоначальные инвестиции, но более низкие долгосрочные затраты за счет сокращения трудозатрат.
Общие черты включают закаленные валки (твердость по Роквеллу 50-60) для сопротивления износу и регулируемые скорости для материалов от углеродистой стали до нержавеющих сплавов.
Подробная динамика деформации при операциях вальцовки листов
Деформация — это не единичное событие, а поэтапное развитие: упругая, упругопластическая и полностью пластическая, каждая из которых определяется поведением материала при напряжении-деформации.
Путь начинается упруго: Начальные силы с низким моментом удерживают внутренние напряжения ниже предела текучести (σs, обычно 245-345 МПа для стали барабанного класса), позволяя листу возвращаться в исходное состояние без изменений после снятия нагрузки — как сгибание прочной линейки без ее сминания.
По мере усиления моментов наступает упругопластическая фаза. Внешние волокна превышают предел текучести, деформируясь необратимо, в то время как внутренние остаются упругими. Это создает профиль напряжений: растягивающие на выпуклой стороне, сжимающие на вогнутой, с нейтральной плоскостью, где напряжение обнуляется (радиус кривизны ρσ).
Кульминацией является чистая пластическая деформация, при которой весь участок деформируется, фиксируя форму с незначительным отскоком, если вальцовка выполнена правильно. Для барабанов этот этап критически важен для противодействия пружинению — часто 12-18% в холоднокатаных высокопрочных листах — посредством эмпирических корректировок.
Визуализация напряжений: Тангенциальные силы переходят от растяжения к сжатию по толщине, обнуляясь на нейтральном слое напряжений. Деформация следует тому же принципу, обнуляясь на нейтральном слое деформаций (ρε). При небольших изгибах оба слоя совпадают в средней точке (r + t/2, где r — внутренний радиус, t — толщина). Интенсивная деформация смещает их внутрь, при этом слой напряжений смещается дальше (ρσ < ρε). Практическая формула для нейтральной деформации: ρε = r + x*t, где x ≈ 0.33 для умеренных кривизн барабанов.
Эти знания используются при расчетах заготовок: недооценка приводит к нехватке нахлестов; переоценка — к потерям. Передовые симуляции с использованием метода конечных элементов (МКЭ) уточняют это, сокращая затраты на прототипирование на 35% на этапах НИОКР.
Ключевые факторы, влияющие на деформацию:
- Характеристики материала: Более высокая пластичность (например, удлинение >20%) облегчает изгиб; хрупкость увеличивает риск изломов.
- Изменения толщины: Более тонкие листы (0,7 мм) требуют более мягкого давления, чтобы избежать волнистости.
- Характеристики валков: Большие диаметры распределяют силу, обеспечивая более гладкие поверхности.
- Факторы окружающей среды: Холодная прокатка при комнатной температуре для барабанов; повышенные температуры для более толстых калибров для снижения пределов текучести.
Таблица поэтапного обзора:
Фаза | Состояние напряжения | CNC Systems: Enable programmable bend angles, sequences, and real-time monitoring. |
Упругое | Ниже σs | Полностью обратимо, без необратимых изменений |
Упруго-пластическое | Частично выше σs | Гибридная деформация, умеренная пружинистость |
Пластическая | Полностью выше σs | Постоянная форма, требует компенсации за минимальное упругое восстановление |
Понимание этих фаз дает операторам возможность устранять проблемы, такие как коробление или неравномерное уменьшение толщины.
Общие структурные элементы листогибочных машин
Анатомия листогибочной машины напрямую влияет на ее прочность и качество выпускаемой продукции. Основные части включают валки для непосредственной гибки, рамы для структурной поддержки, приводы для движения и элементы управления для контроля.
В типичных конфигурациях для производства стальных бочек — часто среднеразмерных симметричных трехвалковых — двойные рамы закрепляют подшипники нижних валков, с удлинителями валов, соединяющимися с двигателями через редукторы для синхронизированного вращения. Управление направлением осуществляется с помощью рукояток или переключателей для операций вперед/назад.
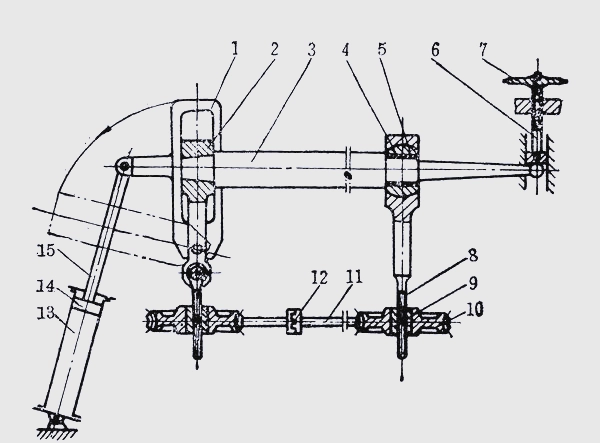
Механика верхнего валка включает червячные колеса, соединенные с гайками и винтами для вертикального перемещения, что позволяет регулировать радиус. Возможности наклона возникают благодаря механизмам сцепления, которые отсоединяют одну сторону, позволяя угловое позиционирование для конических валков.
Для извлечения материала пневматические или гидравлические цилиндры приводят в действие поршни для отвода подвижных рам наружу, как показано на стандартных чертежах. Конические концы валов и шарообразные опоры облегчают расцепление подшипников без падений, в то время как маховики фиксируют положения во время обслуживания.
Более широкие сведения о компонентах:
1.Валки: Основные гибочные элементы, кованые из легированной стали, часто слегка выпуклые для компенсации прогиба под нагрузкой.
2.Рамы и основания: Сверхпрочные сварные конструкции, иногда с демпферами для поглощения вибраций при высокоскоростных режимах работы.
3.Приводные системы: Electric motors (7.5-75 kW) paired with reducers; variable frequency drives (VFDs) for speed modulation.
4.Adjustment Mechanisms: Mechanical screws for small units, hydraulics (150-250 bar) for industrial.
5.Control Interfaces: From basic panels to touchscreen CNC, integrating sensors for real-time feedback on force and alignment.
These elements ensure machines fit seamlessly into drum lines, with footprints as compact as 3m x 1.5m for portability.
Advanced Rolling Integrations in Automatic Seam Welding Systems
Within automated seam welding for steel drums, the rolling module serves as a vital pre-weld step, tailored for diverse sheet dimensions to feed efficient joining.
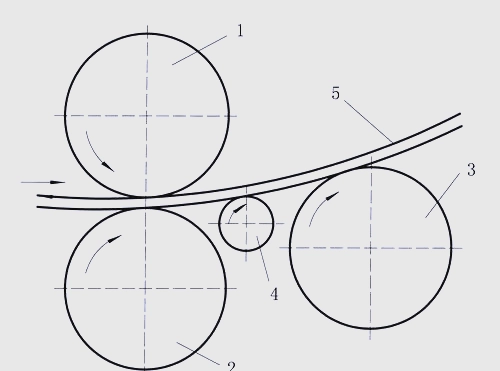
A standard three-roll configuration features upper, lower, and rear rollers, all driven from a single source for uniform peripheral speeds. The upper-lower pair maintains a subtle 0.25 mm separation, with the lower spring-supported to accommodate sheets over that thickness, curbing noise and extending bearing longevity to 70,000 hours.
Rear roller positioning adapts to sheet specs, tension, and target diameters, incorporating over-curvature to offset rebound—ensuring 75-100 mm end overlaps for robust seams. A passive sliding roller guides leading edges to the forming zone, mitigating minor distortions without active power.
This integration accelerates lines to 10-15 units per minute, with modular designs allowing quick swaps for maintenance downtime under 30 minutes.
Historical Context and Emerging Trends in Plate Rolling Technology
Tracing back to early 19th-century manual benders, plate rolling advanced with steam power in the industrial revolution, then hydraulics in the mid-20th. Today’s digital controls mark a leap, with IoT enabling remote monitoring.
Forward-looking: Machine learning algorithms predict wear, reducing failures by 25%. Electric-hydraulic hybrids cut energy by 20%, supporting eco-friendly mandates. Additive manufacturing for custom rollers promises faster prototyping.
Broadening Horizons: Plate Rolling Machine Applications Outside Steel Drums
Versatility extends to aerospace for fuselage sections, shipbuilding for curved hulls, construction for arched supports, and energy for wind turbine towers or pressure vessels. In automotive, it’s for exhaust pipes; in HVAC, ducting.
Each adapts principles: Thicker plates (20+ mm) for towers use four-roll heavies, while thin alloys for aero demand precision asymmetrics.
Best Practices for Maintenance and Safety in Plate Rolling Operations
Routine care: Daily visual checks, weekly greasing, monthly alignment verifications using lasers. Annual overhauls include roller resurfacing.
Safety essentials: Interlocked guards, emergency pull cords, operator training on pinch hazards. PPE like gloves and helmets mandatory; compliance with OSHA-like standards prevents incidents.
Troubleshooting: Warped rolls from overload—stick to capacity (e.g., 10 mm max for mid machines); uneven bends from misalignment—recalibrate quarterly.
Benchmarking Plate Rolling Against Other Forming Methods
Relative to press brakes: Rolling suits long curves efficiently; brakes excel in sharp angles but lag on cylinders.
Hydroforming offers complex shapes sans tools but at premium costs. Rotary draw bending for tubes, not sheets.
Comparative table:
Technique | High wear resistance | Drawbacks |
Plate Rolling | High-volume curves, cost-effective | Primarily cylindrical |
Press Brake | Multi-angle versatility | Time-intensive for rounds |
Hydroforming | Tool-free complexity | High setup expense |
Ultimately, the plate rolling machine’s fusion of reliable principles and adaptable characteristics propels it as a cornerstone in fabrication, driving innovations from everyday drums to cutting-edge structures.

V-Grooving Machine
- Press Brake
- Laser Cutting Machine
- Shearing Machine
- Press Brake Safety Precautions: Complete Guide for Safe Operation and Maintenance
- Hydraulic Press Machine
- Read more about Practical Methods for Press Brake Accuracy with Long Term Precision
- Rolling Machine
- Ironworker
- Press Brake Tooling
- Machinery Accessories