







Working Principle and Characteristics of Plate Rolling Machine
Drawbacks
Plate Rolling High-volume curves, cost-effective Primarily cylindrical.
Multi-angle versatility.
Time-intensive for rounds.
Hydroforming
Tool-free complexity.
High setup expense.
Ultimately, the plate rolling machine’s fusion of reliable principles and adaptable characteristics propels it as a cornerstone in fabrication, driving innovations from everyday drums to cutting-edge structures.
blog.
press brake safety.
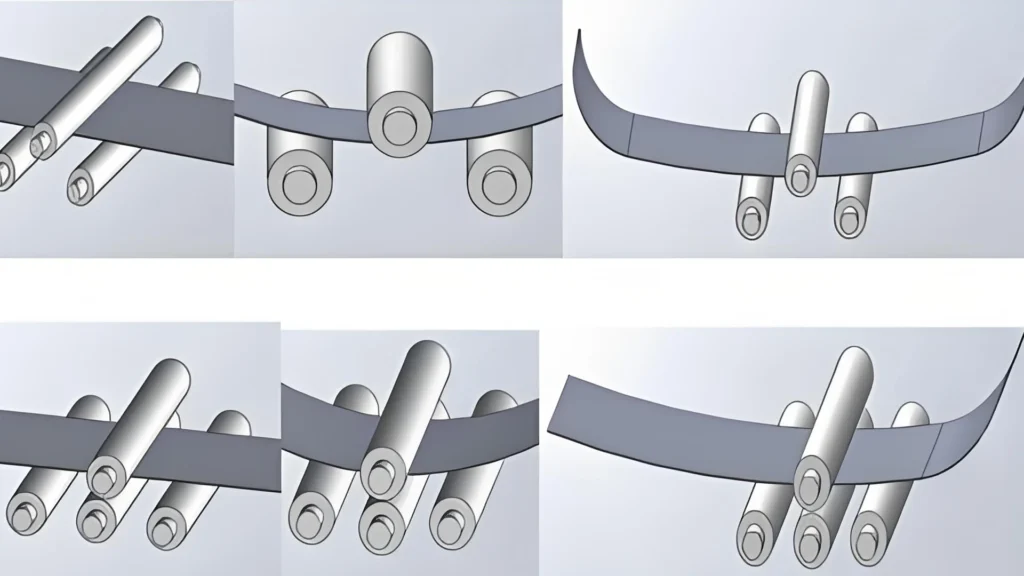
4本ロール機への進化:非対称の原理に基づいて、追加のサイドローラーがシートを反転させる必要をなくします。両側が協力して同時にエッジをカールさせるため、大量生産の自動ラインに最適です。すべてのローラーは通常駆動され、10 mmを超える厚さのプレートには油圧式がよく用いられますが、ドラム製造ではより軽量な電動式が好まれます。.
実際には、オペレーターは材料特性に合わせてローラーギャップ(例:1 mm鋼材で1.2 mm)や速度(4-6 m/分)などのパラメーターを設定します。8-15%の過剰曲げは弾性回復を考慮し、標準的なドラム缶の外径571 mmなどの最終仕様を確実に満たします。動力オプションは、試作品向けの手動から、エラーを未然に防ぐためにソフトウェアが曲げをシミュレートする量産向けのCNC統合型まで多岐にわたります。.
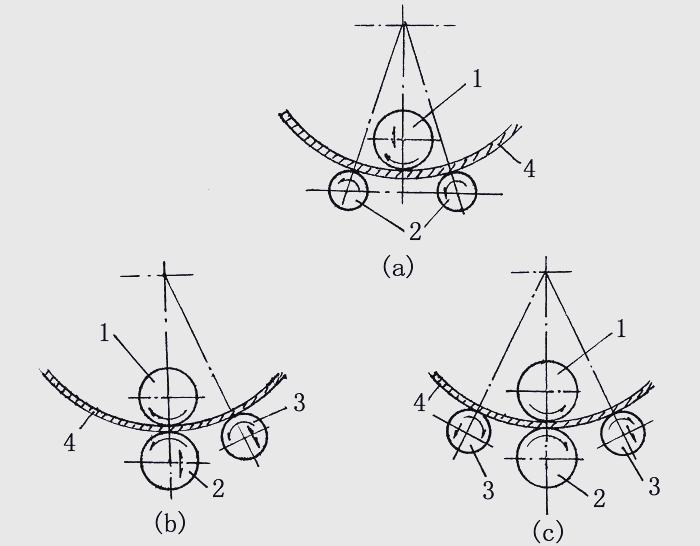
種類を簡潔に比較すると:
- 対称3本ロール: 予算に優しくシンプルで、基本的なドラム缶のロール成形に最適です。欠点:長い直線部分が残り、手作業での修正が必要です。.
- 非対称3本ロール: 優れたエッジ制御、カスタム直径にも対応可能で汎用性があります。小さな欠点:時折材料の再配置が必要です。.
- 4本ロール: 自動化における速度と精度を合理化します。初期投資は高いですが、労働力削減により長期的なコストは低くなります。.
これらすべてに共通する特徴として、耐摩耗性のための硬化ローラー(ロックウェル硬度50-60)と、炭素鋼からステンレス合金までの材料に対応する可変速度制御が挙げられます。.
板材ロール成形作業における詳細な変形ダイナミクス
変形は単一の事象ではなく、弾性、弾塑性、完全塑性の段階的な進行であり、それぞれが材料の応力-ひずみ挙動によって支配されます。.
変形は弾性的に始まります:初期の低いモーメント力は、内部応力を降伏限界(σs、ドラム缶用鋼材では通常245-345 MPa)以下に保ち、解放時にシートが元の状態に戻ることを可能にします。これは、丈夫な定規を折り目をつけずに曲げるようなものです。.
モーメントが強まると、弾塑性段階が続きます。外側の繊維は降伏を超えて永久に変形しますが、内側の繊維は弾性を保ちます。これにより、応力プロファイルが生成されます:凸側は引張、凹側は圧縮、応力がゼロになる中立面(曲率半径ρσ)が存在します。.
純粋な塑性変形に達すると、断面全体が降伏し、適切に過剰にロール成形されていれば、ほとんど反発することなく形状が固定されます。ドラム缶の場合、この段階は、冷間圧延された高強度シートでしばしば12-18%発生するスプリングバックを、経験的な調整によって打ち消すために重要です。.
応力の可視化:接線力は厚さ全体で引張から圧縮へと移行し、中立応力層でゼロになります。ひずみも同様に、中立ひずみ層(ρε)でゼロになります。緩やかな曲げでは、両方の層が中間点(r + t/2、rは内径、tは厚さ)で一致します。強い変形では、それらは内側に移動し、応力層はより遠くに移動します(ρσ < ρε)。ひずみ中立の実際的な式:ρε = r + x*t、中程度のドラム缶の曲率ではx ≈ 0.33です。.
この知識は、ブランク計算に影響を与えます。過小評価すると、重なりが不足し、過大評価すると、無駄が生じます。有限要素法(FEM)を用いた高度なシミュレーションはこれを洗練し、研究開発段階でのプロトタイピングコストを35%削減します。.
変形に影響を与える主な要因:
- 材料特性: 高い延性(例:伸び20%超)は曲げ加工を容易にし、脆性は破断のリスクを高めます。.
- 板厚の変動: 薄いシート(0.7 mm)は、波打ちを防ぐためにより穏やかな圧力を必要とします。.
- ローラーの仕様: 直径が大きいほど力が分散され、より滑らかな表面が得られます。.
- 環境要因: ドラムには室温での冷間圧延、厚いゲージには降伏点を下げるために高温を使用します。.
段階的な概要表:
フェーズ | 応力状態 | Control System |
弾性 | σs未満 | 完全に可逆的で、永続的な変化なし |
弾塑性 | σsを部分的に超える | ハイブリッド変形、適度なスプリングバック |
塑性 | σsを完全に超える | 永久変形、わずかな反発に対する補償が必要 |
これらの段階を理解することで、オペレーターは座屈や不均一な板厚減少などの問題をトラブルシューティングできるようになります。.
板圧延機の一般的な構造要素
板圧延機の構造は、その堅牢性と出力品質に直接影響します。主要な部品には、直接曲げ加工を行うローラー、構造支持のためのフレーム、動作のための駆動装置、および監視のための制御装置が含まれます。.
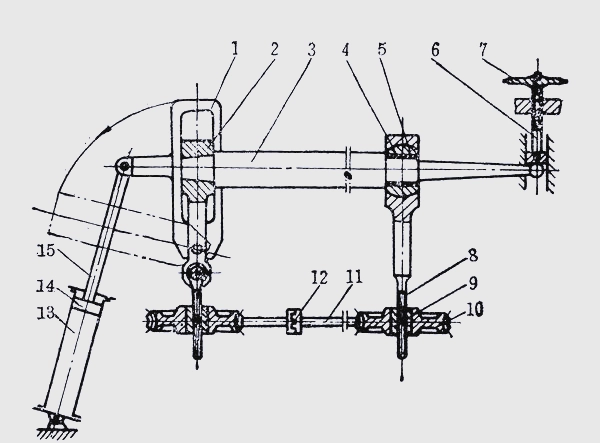
スチールドラム用途の一般的な設定(多くの場合、中型の対称3本ロール)では、二重フレームが下部ローラーベアリングを固定し、シャフト延長部がギアを介してモーターに接続され、同期回転を実現します。方向制御は、前進/後退操作用のハンドルまたはスイッチによって行われます。.
上部ローラーの機構は、ウォーム駆動のホイールがナットとネジに接続されており、垂直移動を可能にし、半径の微調整を可能にします。傾斜機能は、片側を切り離すクラッチ機構によって実現され、テーパーロールの角度位置決めを可能にします。.
材料の取り出しには、標準的な設計図に示されているように、空気圧または油圧シリンダーがピストンを作動させて可動フレームを外側にスイングさせます。円錐形のシャフト端と球状のサポートにより、ベアリングの脱着が落下することなく容易になり、ハンドホイールはメンテナンス中に位置を固定します。.
より広範な部品の洞察:
1.ローラー: 合金鋼から鍛造された主要な曲げ加工要素で、荷重下でのたわみを補償するためにわずかにクラウニングされていることが多いです。.
2.フレームとベース: 頑丈な溶接アセンブリ、高速運転時の振動を吸収するためのダンパーを備える場合もある。.
3.駆動システム: 減速機と組み合わせた電気モーター(7.5-75 kW);速度変調用の可変周波数ドライブ(VFD)。.
4.調整機構: 小型ユニットには機械式ネジ、産業用には油圧(150-250 bar)。.
5.制御インターフェース: 基本的なパネルからタッチスクリーンCNCまで、力とアライメントに関するリアルタイムフィードバックのためのセンサーを統合。.
これらの要素により、機械はドラムラインにシームレスに適合し、可搬性を考慮して3m x 1.5mというコンパクトな設置面積を実現。.
自動シーム溶接システムにおける高度なローリング統合
スチールドラムの自動シーム溶接において、ローリングモジュールは、効率的な接合を供給するために多様なシート寸法に合わせて調整された、重要な溶接前ステップとして機能する。.
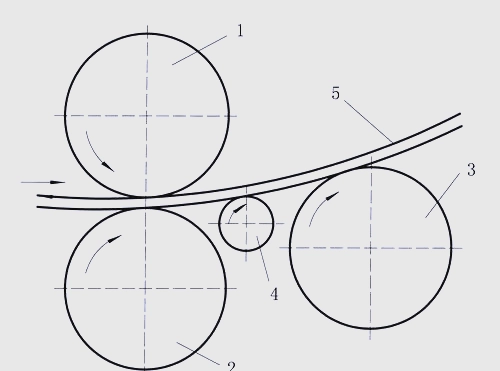
標準的な3本ロール構成は、上部、下部、および後部ロールを備え、すべて単一の動力源から駆動され、均一な周速を実現する。上部と下部のペアは微妙な0.25 mmの分離を維持し、下部はその厚さを超えるシートに対応するためにスプリングで支持され、騒音を抑制し、ベアリングの寿命を70,000時間に延長する。.
後部ロールの位置決めは、シートの仕様、張力、および目標直径に適応し、反発を相殺するための過曲率を取り入れ、堅牢なシームのために75-100 mmの端部オーバーラップを確保する。受動的なスライディングローラーが先端を成形ゾーンに導き、アクティブな動力なしで軽微な歪みを軽減する。.
この統合により、ラインは毎分10-15ユニットに加速され、モジュラー設計により、30分未満のメンテナンスダウンタイムで迅速な交換が可能になる。.
板材圧延技術の歴史的背景と新たなトレンド
19世紀初頭の手動ベンダーに遡ると、板材圧延は産業革命で蒸気動力により進歩し、20世紀半ばには油圧が導入された。今日のデジタル制御は飛躍的な進歩を示し、IoTが遠隔監視を可能にしている。.
将来展望: 機械学習アルゴリズムが摩耗を予測し、故障を25%削減。電気油圧ハイブリッドはエネルギーを20%削減し、環境に優しい要件をサポート。カスタムローラー向けアディティブマニュファクチャリングは、より迅速なプロトタイピングを約束する。.
Broadening Horizons: Plate Rolling Machine Applications Outside Steel Drums
Versatility extends to aerospace for fuselage sections, shipbuilding for curved hulls, construction for arched supports, and energy for wind turbine towers or pressure vessels. In automotive, it’s for exhaust pipes; in HVAC, ducting.
Each adapts principles: Thicker plates (20+ mm) for towers use four-roll heavies, while thin alloys for aero demand precision asymmetrics.
Best Practices for Maintenance and Safety in Plate Rolling Operations
Routine care: Daily visual checks, weekly greasing, monthly alignment verifications using lasers. Annual overhauls include roller resurfacing.
Safety essentials: Interlocked guards, emergency pull cords, operator training on pinch hazards. PPE like gloves and helmets mandatory; compliance with OSHA-like standards prevents incidents.
Troubleshooting: Warped rolls from overload—stick to capacity (e.g., 10 mm max for mid machines); uneven bends from misalignment—recalibrate quarterly.
Benchmarking Plate Rolling Against Other Forming Methods
Relative to press brakes: Rolling suits long curves efficiently; brakes excel in sharp angles but lag on cylinders.
Hydroforming offers complex shapes sans tools but at premium costs. Rotary draw bending for tubes, not sheets.
Comparative table:
Technique | User Interface: Intuitive touch-screen interfaces reduce operator errors. | Drawbacks |
Plate Rolling | High-volume curves, cost-effective | Primarily cylindrical |
Press Brake | Multi-angle versatility | Time-intensive for rounds |
Hydroforming | Tool-free complexity | High setup expense |
Ultimately, the plate rolling machine’s fusion of reliable principles and adaptable characteristics propels it as a cornerstone in fabrication, driving innovations from everyday drums to cutting-edge structures.

V-Grooving Machine
- Press Brake
- Laser Cutting Machine
- Shearing Machine
- Press Brake Safety Precautions: Complete Guide for Safe Operation and Maintenance
- Hydraulic Press Machine
- Read more about Practical Methods for Press Brake Accuracy with Long Term Precision
- Rolling Machine
- Ironworker
- Press Brake Tooling
- Machinery Accessories




