







Working Principle and Characteristics of Plate Rolling Machine
Drawbacks
Plate Rolling High-volume curves, cost-effective Primarily cylindrical.
Multi-angle versatility.
Time-intensive for rounds.
Hydroforming
Tool-free complexity.
High setup expense.
Ultimately, the plate rolling machine’s fusion of reliable principles and adaptable characteristics propels it as a cornerstone in fabrication, driving innovations from everyday drums to cutting-edge structures.
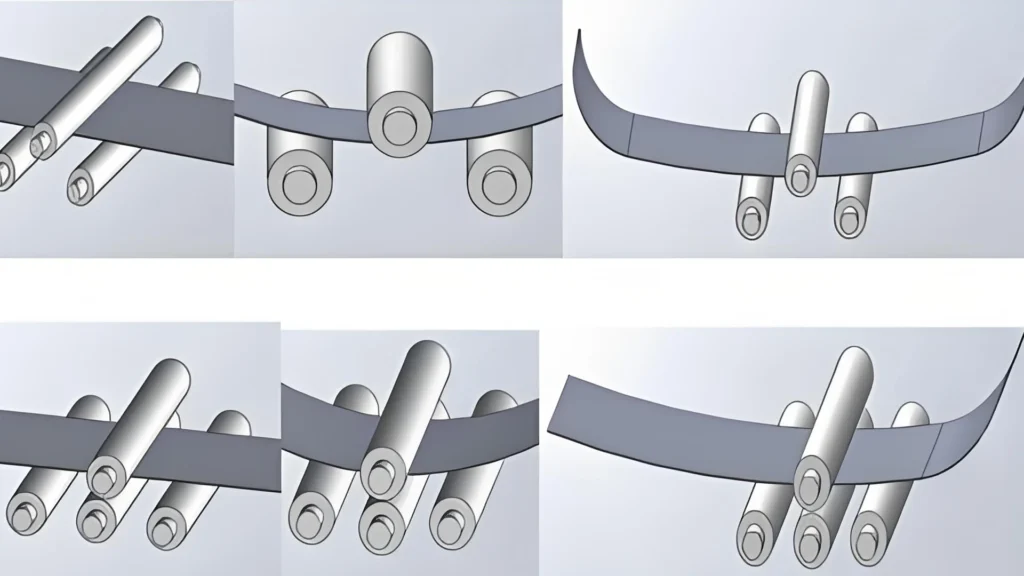
비대칭 3롤 벤딩기로 넘어가 보겠습니다: 여기서는 상부 롤러가 하나의 하부 롤러 위에 떠 있고, 측면 롤러는 비스듬히 기울어져 있습니다. 이러한 배열은 처음부터 가장자리를 미리 구부릴 수 있게 하여 평평한 구간을 판 두께의 두 배 미만으로 극적으로 줄여줍니다. 이 공정은 시트를 공급하고, 하부 조정을 통해 클램핑(최대 두께 용량까지), 그리고 측면 롤러를 경사면에 따라 배치하여 목표 압력을 가하는 것을 포함합니다. 동력 회전은 재료를 곡선으로 만들고, 간단한 역회전 또는 재배치를 통해 미완성된 부분을 완성합니다.
여기서 핵심은—말장난이지만—정밀도에 있습니다: 엄격한 공차를 요구하는 드럼 본체의 경우, 이는 후처리 작업을 최소화하여 처리량을 25%까지 잠재적으로 증가시킬 수 있습니다. 구동 메커니즘은 대칭형과 유사하지만, 측면 롤러의 수동적인 특성은 원뿔이나 타원과 같은 다양한 모양에 대한 유연성을 더합니다.
4롤 벤딩기로 발전: 비대칭 원리를 기반으로, 추가적인 측면 롤러는 시트를 뒤집을 필요를 없애줍니다. 양쪽이 협력하여 가장자리를 동시에 말아 올리므로, 대량 생산 자동화 라인에 적합합니다. 모든 롤러는 일반적으로 구동되며, 10mm보다 두꺼운 판의 경우 유압식인 경우가 많지만, 드럼 생산에는 경량 전기 변형이 선호됩니다.
실제적으로, 작업자는 재료 특성에 맞춰 롤러 간격(예: 1mm 강철에 1.2mm)과 속도(4-6m/분)와 같은 매개변수를 설정합니다. 8-15%의 과도 벤딩은 탄성 회복을 고려하여, 표준 배럴의 경우 571mm 외경과 같은 최종 직경이 사양을 충족하도록 보장합니다. 전원 옵션은 프로토타입용 수동부터 대량 생산용 CNC 통합까지 다양하며, 후자의 경우 소프트웨어가 벤딩을 시뮬레이션하여 오류를 사전에 방지합니다.
유형을 간략하게 비교하자면:
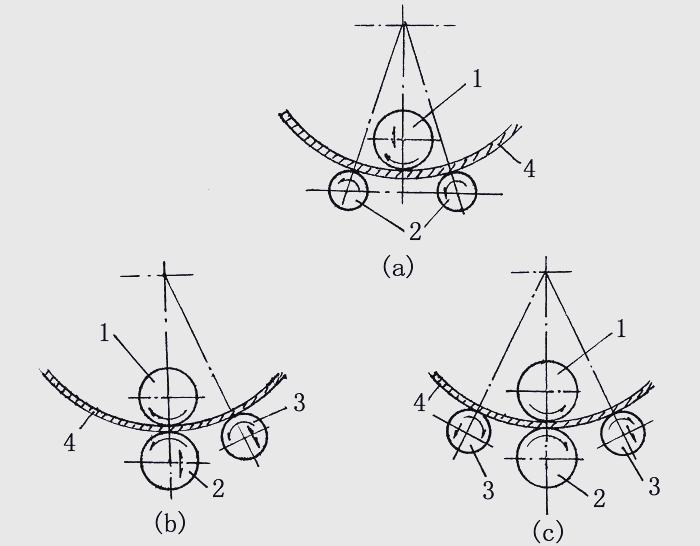
- 대칭형 3롤: 예산 친화적이고 간단하며, 기본적인 드럼 롤링에 이상적입니다; 단점: 길게 남는 직선 가장자리는 수동 수정이 필요합니다.
- 비대칭형 3롤: 우수한 가장자리 제어, 맞춤형 직경에 다용도로 사용 가능; 사소한 단점: 가끔 재료 재배치가 필요합니다.
- 4롤: 자동화에서 속도와 정확성을 위해 간소화됨; 초기 투자 비용은 높지만, 인력 절감을 통해 장기적으로는 비용이 절감됩니다.
이들 모두에서 공통적인 특징은 마모에 강한 경화 롤러(로크웰 경도 50-60)와 탄소강부터 스테인리스 합금까지 다양한 재료에 대한 가변 속도 제어 기능입니다.
판 롤링 작업에서의 상세한 변형 역학
변형은 단일 사건이 아니라 탄성, 탄소성, 완전 소성의 단계적 진행이며, 각 단계는 재료의 응력-변형률 거동에 의해 결정됩니다.
여정은 탄성적으로 시작됩니다: 초기 낮은 모멘트 힘은 내부 응력을 항복 한계(σs, 드럼 등급 강철의 경우 일반적으로 245-345 MPa) 미만으로 유지하여, 시트가 풀릴 때 변형 없이 원래대로 돌아오게 합니다—튼튼한 자를 구부려도 주름이 생기지 않는 것과 같습니다.
모멘트가 강해지면 탄소성 단계가 이어집니다. 외부 섬유는 항복점을 넘어 영구적으로 변형되는 반면, 내부 섬유는 탄성을 유지합니다. 이는 응력 프로파일을 생성합니다: 볼록한 면에는 인장, 오목한 면에는 압축, 그리고 응력이 상쇄되는 중립면(곡률 반경 ρσ)이 존재합니다.
순수 소성 변형으로 귀결되어, 전체 단면이 항복하고, 적절히 과도하게 롤링되면 무시할 수 있는 반발로 형상이 고정됩니다. 드럼의 경우, 이 단계는 냉간 압연 고강도 시트에서 흔히 12-18%에 달하는 스프링백을 경험적 조정을 통해 상쇄하는 데 중요합니다.
응력 시각화: 접선 방향 힘은 두께를 가로질러 당김에서 밀림으로 전환되며, 중립 응력층에서 0이 됩니다. 변형률도 마찬가지로 중립 변형률층(ρε)에서 0이 됩니다. 완만한 굽힘에서는 두 층이 중간 지점(r + t/2, r은 내측 반경, t는 두께)에 정렬됩니다. 강한 변형은 이들을 안쪽으로 이동시키며, 응력층이 더 멀리 이동합니다(ρσ < ρε). 변형률 중립에 대한 실용적인 공식: ρε = r + x*t, 중간 정도의 드럼 곡률의 경우 x ≈ 0.33입니다.
이 지식은 블랭크 계산에 정보를 제공합니다: 과소평가하면 겹침이 부족하고, 과대평가하면 낭비가 발생합니다. 유한 요소법(FEM)을 사용한 고급 시뮬레이션은 이를 정교하게 다듬어 R&D 단계에서 프로토타이핑 비용을 35% 절감합니다.
변형에 영향을 미치는 주요 요인:
- 재료 특성: 높은 연성(예: 연신율 >20%)은 굽힘을 용이하게 하고; 취성은 파손 위험을 증가시킵니다.
- 두께 변화: 얇은 시트(0.7 mm)는 잔물결을 방지하기 위해 더 부드러운 압력을 요구합니다.
- 롤러 사양: 더 큰 직경은 힘을 분산시켜 더 매끄러운 표면을 만듭니다.
- 환경 요인: 드럼의 경우 상온 냉간 압연; 더 두꺼운 게이지의 경우 항복점을 낮추기 위해 고온 가열.
단계별 개요 표:
단계 | 응력 조건 | Control System |
탄성 | σs 미만 | 완전 가역적, 영구적인 변화 없음 |
탄소성 | σs 부분 초과 | 하이브리드 변형, 적당한 스프링백 |
소성 | σs 완전 초과 | 영구적인 형태, 최소한의 반발에 대한 보상 필요 |
이러한 단계를 이해하면 작업자는 좌굴 또는 고르지 않은 두께 감소와 같은 문제를 해결할 수 있습니다.
판재 롤링 기계의 일반적인 구조 요소
판재 롤링 기계의 구조는 견고성과 생산 품질에 직접적인 영향을 미칩니다. 필수 부품으로는 직접 굽힘을 위한 롤러, 구조적 지지를 위한 프레임, 움직임을 위한 구동 장치, 그리고 제어를 위한 제어 장치가 있습니다.
강철 드럼 응용 분야(종종 중간 크기의 대칭형 3롤)의 일반적인 설정에서, 이중 프레임은 하부 롤러 베어링을 고정하며, 샤프트 연장부는 기어를 통해 모터에 연결되어 동기화된 회전을 제공합니다. 방향 제어는 전진/후진 작업을 위한 핸들이나 스위치를 통해 이루어집니다.
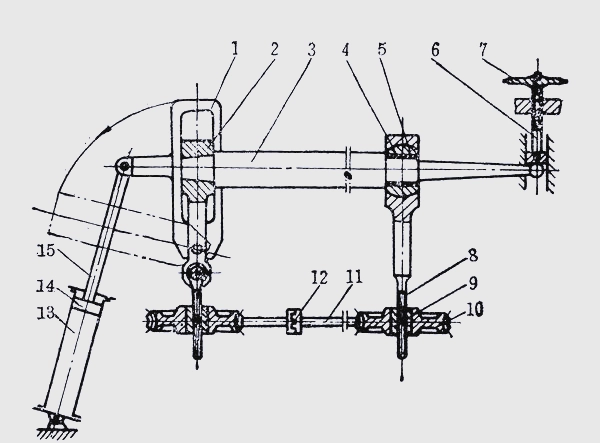
상부 롤러 메커니즘은 수직 이동을 위한 너트와 나사에 연결된 웜 구동 휠을 특징으로 하며, 이를 통해 반경 조정을 할 수 있습니다. 기울기 기능은 한쪽을 분리하는 클러치 메커니즘에서 비롯되며, 테이퍼 롤을 위한 각도 위치 지정을 가능하게 합니다.
재료 추출을 위해 공압 또는 유압 실린더는 피스톤을 작동시켜 이동식 프레임을 바깥쪽으로 스윙하게 합니다. 이는 표준 도면에 묘사되어 있습니다. 원뿔형 샤프트 끝단과 볼 모양 지지대는 베어링이 떨어지지 않고 분리되도록 하며, 핸드휠은 유지보수 중에 위치를 고정합니다.
더 넓은 부품 통찰력:
1.롤러: 코어 벤딩 에이전트, 합금강으로 단조되며, 하중 하에서의 처짐을 보상하기 위해 종종 약간 크라운 처리됩니다.
2.프레임 및 베이스: 고속 작동 시 진동 흡수를 위한 댐퍼가 장착된 고하중 용접 어셈블리.
3.구동 시스템: 감속기와 결합된 전동 모터(7.5-75 kW); 속도 조절을 위한 가변 주파수 드라이브(VFD).
4.조정 메커니즘: 소형 장치용 기계식 나사, 산업용 유압 장치(150-250 bar).
5.제어 인터페이스: 기본 패널부터 터치스크린 CNC까지, 힘과 정렬에 대한 실시간 피드백을 위한 센서 통합.
이러한 요소들은 기계가 드럼 라인에 완벽하게 통합되도록 보장하며, 휴대성을 위해 3m x 1.5m만큼 컴팩트한 설치 공간을 가집니다.
자동 심 용접 시스템의 고급 롤링 통합
강철 드럼용 자동 심 용접에서 롤링 모듈은 효율적인 접합을 위해 다양한 판재 치수에 맞춰진 중요한 용접 전 단계 역할을 합니다.
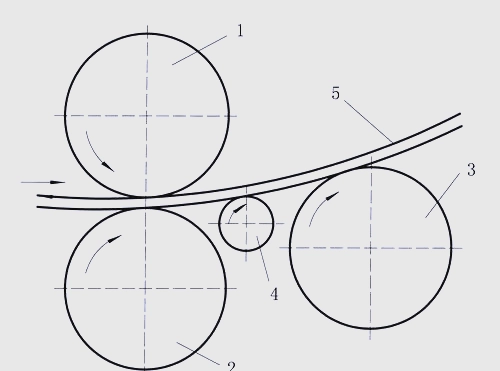
표준 3롤 구성은 상부, 하부 및 후방 롤러를 특징으로 하며, 모두 균일한 주변 속도를 위해 단일 동력원에서 구동됩니다. 상부-하부 쌍은 미묘한 0.25mm 간격을 유지하며, 하부 롤러는 해당 두께를 초과하는 판재를 수용하도록 스프링 지지되어 소음을 줄이고 베어링 수명을 70,000시간으로 연장합니다.
후방 롤러 위치는 판재 사양, 장력 및 목표 직경에 맞춰 조정되며, 반발력을 상쇄하기 위한 과곡률을 통합하여 견고한 이음새를 위한 75-100mm의 끝단 겹침을 보장합니다. 수동 슬라이딩 롤러는 선단부를 성형 영역으로 안내하여 능동적인 동력 없이 경미한 변형을 완화합니다.
이러한 통합은 라인 속도를 분당 10-15개 유닛으로 가속화하며, 모듈식 설계는 30분 미만의 유지보수 가동 중단 시간으로 빠른 교체를 가능하게 합니다.
판재 롤링 기술의 역사적 맥락 및 신흥 동향
19세기 초 수동 벤더로 거슬러 올라가면, 판금 롤링은 산업 혁명 시기 증기 동력으로, 20세기 중반에는 유압으로 발전했습니다. 오늘날의 디지털 제어는 IoT를 통한 원격 모니터링으로 도약을 알립니다.
미래 전망: 머신러닝 알고리즘은 마모를 예측하여 고장을 25% 줄입니다. 전기-유압 하이브리드는 에너지를 20% 절감하여 친환경 의무를 지원합니다. 맞춤형 롤러를 위한 적층 제조는 더 빠른 프로토타이핑을 약속합니다.
지평 확장: 강철 드럼 외 판금 롤링 기계 응용 분야
다용도성은 항공우주 분야의 동체 섹션, 조선 분야의 곡선형 선체, 건설 분야의 아치형 지지대, 에너지 분야의 풍력 터빈 타워 또는 압력 용기로 확장됩니다. 자동차 분야에서는 배기 파이프에, HVAC 분야에서는 덕트에 사용됩니다.
각 분야는 원리를 적용합니다: 타워용 두꺼운 판(20mm 이상)은 4롤 중장비를 사용하고, 항공용 얇은 합금은 정밀 비대칭 롤링을 요구합니다.
판금 롤링 작업의 유지보수 및 안전을 위한 모범 사례
일상적인 관리: 매일 육안 검사, 매주 그리스 도포, 매월 레이저를 사용한 정렬 확인. 연간 정비에는 롤러 재표면 처리가 포함됩니다.
필수 안전 사항: 연동 가드, 비상 당김 코드, 끼임 위험에 대한 작업자 교육. 장갑 및 헬멧과 같은 개인 보호 장비(PPE)는 필수이며, OSHA와 유사한 표준 준수는 사고를 예방합니다.
문제 해결: 과부하로 인한 롤 변형—용량 준수 (예: 중형 기계의 경우 최대 10mm); 정렬 불량으로 인한 불균일한 굽힘—분기별 재보정.
다른 성형 방법과 판금 롤링 벤치마킹
프레스 브레이크와 비교: 롤링은 긴 곡선에 효율적이며, 브레이크는 날카로운 각도에 뛰어나지만 실린더에는 뒤떨어집니다.
하이드로포밍은 공구 없이 복잡한 형상을 제공하지만 프리미엄 비용이 듭니다. 로터리 드로우 벤딩은 시트가 아닌 튜브용입니다.
비교표:
기술 | User Interface: Intuitive touch-screen interfaces reduce operator errors. | 단점 |
판금 롤링 | 대량 곡선, 비용 효율적 | 주로 원통형 |
Press Brake | 다각도 다용도성 | 원형 작업에 시간 집약적 |
하이드로포밍 | 공구 없는 복잡성 | 높은 설치 비용 |
궁극적으로, 판 롤링 기계는 신뢰할 수 있는 원리와 적응 가능한 특성의 융합으로 제작 분야의 초석으로 자리매김하며, 일상적인 드럼부터 최첨단 구조물에 이르기까지 혁신을 이끌고 있습니다.

Metalworking specialist with 12 years of experience in sheet metal fabrication and press brake applications, certified by ASME.




