Working Principle and Characteristics of Plate Rolling Machine
Drawbacks
Plate Rolling High-volume curves, cost-effective Primarily cylindrical.
Multi-angle versatility.
Time-intensive for rounds.
Hydroforming
Tool-free complexity.
High setup expense.
Ultimately, the plate rolling machine’s fusion of reliable principles and adaptable characteristics propels it as a cornerstone in fabrication, driving innovations from everyday drums to cutting-edge structures.
press brake safety.
Der Vorteil hier – Wortspiel beabsichtigt – liegt in der Präzision: Für Trommelkörper, die enge Toleranzen erfordern, minimiert dies die Nachbearbeitung und kann den Durchsatz um 25 % steigern. Antriebsmechanismen spiegeln den symmetrischen Typ wider, aber die passive Natur der Seitenwalze erhöht die Flexibilität für verschiedene Formen wie Kegel oder Ovale.
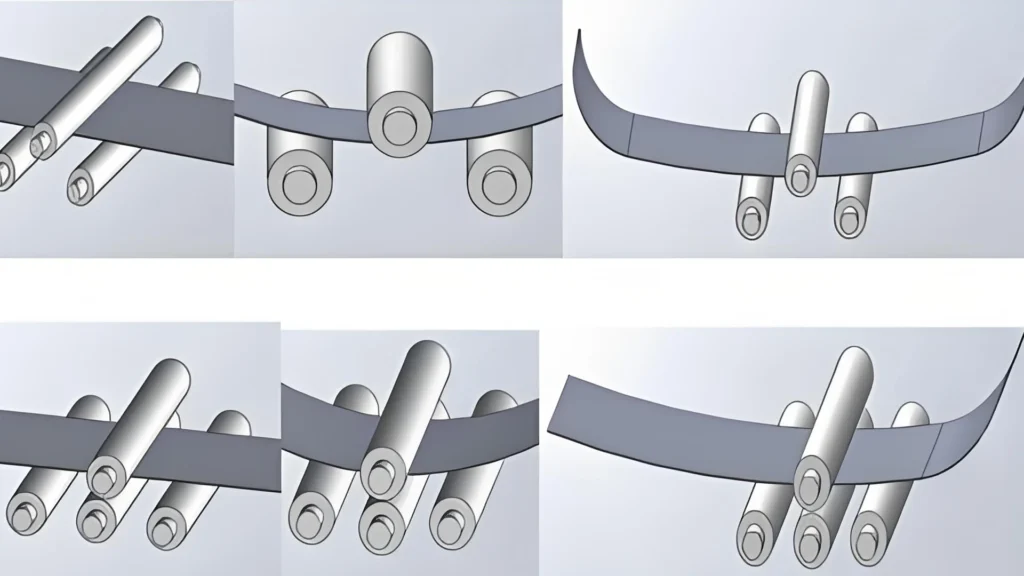
Weiterentwicklung zu Vierwalzenmaschinen: Aufbauend auf asymmetrischen Prinzipien eliminiert eine zusätzliche Seitenwalze das Wenden des Blechs. Beide Seiten arbeiten zusammen, um Kanten gleichzeitig zu biegen, was sie zu einer bevorzugten Wahl für hochvolumige, automatisierte Linien macht. Alle Walzen sind typischerweise angetrieben, oft hydraulisch für Bleche, die dicker als 10 mm sind, obwohl die Trommelproduktion leichtere elektrische Varianten bevorzugt.
In der Praxis stellen Bediener Parameter wie Walzenspalt (z. B. 1,2 mm für 1 mm Stahl) und Geschwindigkeit (4-6 m/min) ein, um den Materialeigenschaften zu entsprechen. Ein Überbiegen um 8-15 % berücksichtigt die elastische Rückfederung und stellt sicher, dass der endgültige Durchmesser Spezifikationen wie 571 mm Außendurchmesser für Standardfässer erreicht. Die Leistungsoptionen reichen von manuell für Prototypen bis hin zu CNC-integriert für die Massenproduktion, wo Software Biegungen simuliert, um Fehler zu vermeiden.
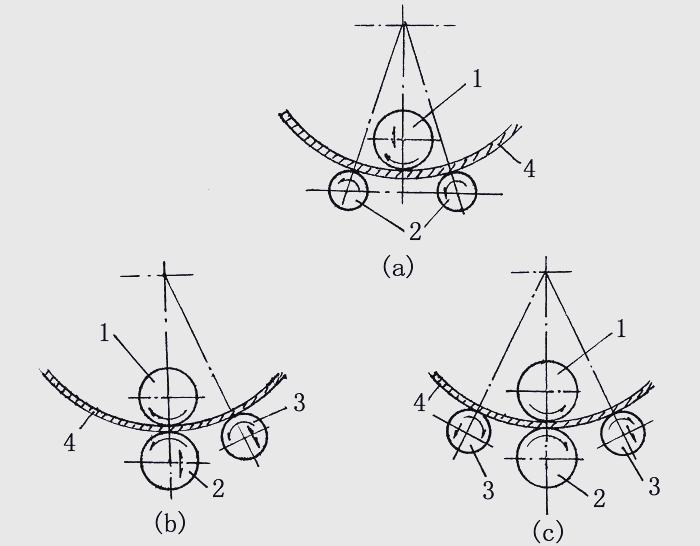
Um die Typen prägnant zu vergleichen:
- Symmetrische Dreiwalzenmaschine: Budgetfreundlich und unkompliziert, ideal für das grundlegende Trommelwalzen; Nachteil: verlängerte gerade Kanten, die manuelle Korrekturen erfordern.
- Asymmetrische Dreiwalzenmaschine: Überlegene Kantenkontrolle, vielseitig für kundenspezifische Durchmesser; kleiner Nachteil: gelegentliche Materialneupositionierung.
- Vierwalzenmaschine: Optimiert für Geschwindigkeit und Genauigkeit in der Automatisierung; höhere Anfangsinvestition, aber geringere langfristige Kosten durch reduzierten Arbeitsaufwand.
Gemeinsame Merkmale sind gehärtete Walzen (Rockwellhärte 50-60) zur Verschleißfestigkeit und variable Geschwindigkeitsregelung für Materialien von Kohlenstoffstahl bis zu Edelstahlegierungen.
Detaillierte Verformungsdynamik bei Blechwalzprozessen
Verformung ist kein einmaliges Ereignis, sondern ein phasenweiser Fortschritt: elastisch, elastoplastisch und vollplastisch, jeweils gesteuert durch das Spannungs-Dehnungs-Verhalten des Materials.
Die Reise beginnt elastisch: Anfängliche geringe Momentkräfte halten die inneren Spannungen unterhalb der Streckgrenze (σs, typischerweise 245-345 MPa für trommelgeeigneten Stahl), wodurch das Blech bei Entlastung unverändert zurückfedert – wie das Biegen eines stabilen Lineals ohne es zu knicken.
Mit zunehmender Intensität der Momente folgt die elastoplastische Phase. Äußere Fasern überschreiten die Streckgrenze und verformen sich dauerhaft, während innere Fasern widerstandsfähig bleiben. Dies erzeugt ein Spannungsprofil: Zug auf der konvexen Seite, Druck auf der konkaven, mit einer neutralen Ebene, wo die Spannung null ist (Krümmungsradius ρσ).
Kulminierend in reiner plastischer Verformung, gibt der gesamte Querschnitt nach und fixiert die Form mit vernachlässigbarer Rückfederung, wenn richtig überwalzt. Für Trommeln ist diese Phase entscheidend, um die Rückfederung – oft 12-18 % bei kaltgewalzten hochfesten Blechen – durch empirische Anpassungen zu kompensieren.
Spannung visualisieren: Tangentialkräfte wechseln über die Dicke von Zug zu Druck und werden in der neutralen Spannungsschicht null. Dehnung verhält sich ähnlich, null in der neutralen Dehnungsschicht (ρε). Bei leichten Biegungen richten sich beide Schichten in der Mitte aus (r + t/2, r Innenradius, t Dicke). Intensive Verformung verschiebt sie nach innen, wobei sich die Spannungsschicht weiter bewegt (ρσ < ρε). Praktische Formel für die neutrale Dehnung: ρε = r + x*t, x ≈ 0.33 für moderate Trommelkrümmungen.
Dieses Wissen fließt in die Rohlingsberechnungen ein: Unterschätzt man, reichen Überlappungen nicht aus; überschätzt man, entsteht Verschwendung. Fortschrittliche Simulationen mittels Finite-Elemente-Methoden (FEM) verfeinern dies und senken die Prototyping-Kosten in F&E-Phasen um 35%.
Hauptfaktoren, die die Verformung beeinflussen:
- Materialeigenschaften: Höhere Duktilität (z.B. Bruchdehnung >20%) erleichtert das Biegen; Sprödigkeit birgt Bruchgefahr.
- Dickenvariationen: Dünnere Bleche (0,7 mm) erfordern sanftere Drücke, um Wellenbildung zu vermeiden.
- Walzenspezifikationen: Größere Durchmesser verteilen die Kraft und ergeben glattere Oberflächen.
- Umgebungsfaktoren: Kaltwalzen bei Raumtemperatur für Trommeln; erhöhte Temperaturen für dickere Bleche, um die Streckgrenzen zu senken.
Eine tabellarische Phasenübersicht:
Phase | Spannungszustand | Control System |
Elastisch | Unterhalb von σs | Fully reversible, no lasting change |
Elasto-Plastic | Partial above σs | Hybrid deformation, moderate springback |
Plastic | Fully above σs | Permanent form, requires compensation for minimal rebound |
Understanding these phases empowers operators to troubleshoot issues like buckling or uneven thickness reduction.
Common Structural Elements of Plate Rolling Machines
The anatomy of a plate rolling machine directly influences its robustness and output quality. Essential parts include rollers for direct bending, frames for structural support, drives for motion, and controls for oversight.
In typical setups for steel drum applications—often mid-sized symmetric three-roll—dual frames anchor lower roller bearings, with shaft extensions linking to motors via gears for synchronized rotation. Directional control comes via handles or switches for forward/reverse operations.
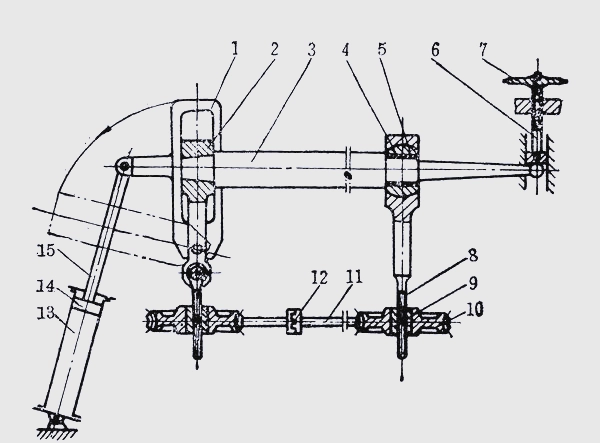
Upper roller mechanics feature worm-driven wheels connected to nuts and screws for vertical movement, enabling radius tweaks. Tilt capabilities arise from clutch mechanisms that decouple one side, allowing angled positioning for tapered rolls.
For material extraction, pneumatic or hydraulic cylinders actuate pistons to swing movable frames outward, as depicted in standard blueprints. Conical shaft ends and ball-shaped supports facilitate bearing disengagement without drops, while handwheels secure positions during maintenance.
Broader component insights:
1.Rollers: Core bending agents, forged from alloy steel, often crowned slightly to compensate for deflection under load.
2.Frames and Bases: Heavy-duty welded assemblies, sometimes with dampers to absorb vibrations in high-speed runs.
3.Drive Systems: Electric motors (7.5-75 kW) paired with reducers; variable frequency drives (VFDs) for speed modulation.
4.Adjustment Mechanisms: Mechanical screws for small units, hydraulics (150-250 bar) for industrial.
5.Control Interfaces: From basic panels to touchscreen CNC, integrating sensors for real-time feedback on force and alignment.
These elements ensure machines fit seamlessly into drum lines, with footprints as compact as 3m x 1.5m for portability.
Advanced Rolling Integrations in Automatic Seam Welding Systems
Within automated seam welding for steel drums, the rolling module serves as a vital pre-weld step, tailored for diverse sheet dimensions to feed efficient joining.
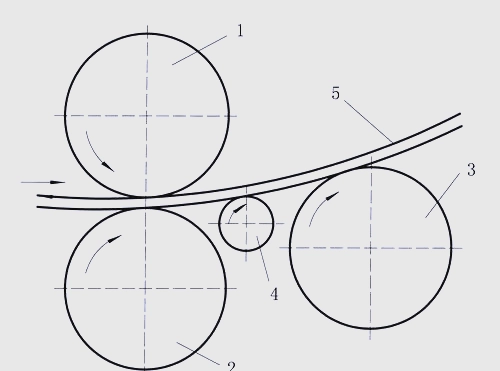
A standard three-roll configuration features upper, lower, and rear rollers, all driven from a single source for uniform peripheral speeds. The upper-lower pair maintains a subtle 0.25 mm separation, with the lower spring-supported to accommodate sheets over that thickness, curbing noise and extending bearing longevity to 70,000 hours.
Rear roller positioning adapts to sheet specs, tension, and target diameters, incorporating over-curvature to offset rebound—ensuring 75-100 mm end overlaps for robust seams. A passive sliding roller guides leading edges to the forming zone, mitigating minor distortions without active power.
This integration accelerates lines to 10-15 units per minute, with modular designs allowing quick swaps for maintenance downtime under 30 minutes.
Historical Context and Emerging Trends in Plate Rolling Technology
Tracing back to early 19th-century manual benders, plate rolling advanced with steam power in the industrial revolution, then hydraulics in the mid-20th. Today’s digital controls mark a leap, with IoT enabling remote monitoring.
Forward-looking: Machine learning algorithms predict wear, reducing failures by 25%. Electric-hydraulic hybrids cut energy by 20%, supporting eco-friendly mandates. Additive manufacturing for custom rollers promises faster prototyping.
Broadening Horizons: Plate Rolling Machine Applications Outside Steel Drums
Versatility extends to aerospace for fuselage sections, shipbuilding for curved hulls, construction for arched supports, and energy for wind turbine towers or pressure vessels. In automotive, it’s for exhaust pipes; in HVAC, ducting.
Each adapts principles: Thicker plates (20+ mm) for towers use four-roll heavies, while thin alloys for aero demand precision asymmetrics.
Best Practices for Maintenance and Safety in Plate Rolling Operations
Routine care: Daily visual checks, weekly greasing, monthly alignment verifications using lasers. Annual overhauls include roller resurfacing.
Safety essentials: Interlocked guards, emergency pull cords, operator training on pinch hazards. PPE like gloves and helmets mandatory; compliance with OSHA-like standards prevents incidents.
Troubleshooting: Warped rolls from overload—stick to capacity (e.g., 10 mm max for mid machines); uneven bends from misalignment—recalibrate quarterly.
Benchmarking Plate Rolling Against Other Forming Methods
Relative to press brakes: Rolling suits long curves efficiently; brakes excel in sharp angles but lag on cylinders.
Hydroforming offers complex shapes sans tools but at premium costs. Rotary draw bending for tubes, not sheets.
Comparative table:
Technique | User Interface: Intuitive touch-screen interfaces reduce operator errors. | Drawbacks |
Plate Rolling | High-volume curves, cost-effective | Primarily cylindrical |
Press Brake | Multi-angle versatility | Time-intensive for rounds |
Hydroforming | Tool-free complexity | High setup expense |
Ultimately, the plate rolling machine’s fusion of reliable principles and adaptable characteristics propels it as a cornerstone in fabrication, driving innovations from everyday drums to cutting-edge structures.

V-Grooving Machine
- Press Brake
- Laser Cutting Machine
- Shearing Machine
- Press Brake Safety Precautions: Complete Guide for Safe Operation and Maintenance
- Hydraulic Press Machine
- Read more about Practical Methods for Press Brake Accuracy with Long Term Precision
- Rolling Machine
- Ironworker
- Press Brake Tooling
- Machinery Accessories